КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производство гнутых профилей
|
|
|
|
При изготовлении горячей прокаткой фасонных профилей практически невозможно получить толщину их элементов менее 2 мм. В то же время в реальных конструкциях нередко даже толщина 2 мм для обеспечения требуемой прочности является чрезмерной и бесполезно утяжеляет конструкцию. Кроме того, горячекатаные профили имеют технологические напуски (уклоны и внутренние радиусы скругления), дополнительно увеличивающие их массу.
Рис. 4.26. Последовательность профилирования гнутого профиля |






Фасонные тонкостенные профили весьма сложной конфигурации и большой длины можно получать профилированием листового материала в холодном состоянии на непрерывных профилегибочных станах. Процесс профилирования заключается в постепенном изменении формы сечения листовой заготовки до требуемого профиля путём последовательной гибки при прохождении полосы или ленты через несколько пар (до 20 и более) вращающихся фигурных роликов (рис. 4.26). Необходимое число пар роликов зависит от сложности конфигурации получаемого профиля.
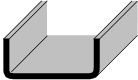
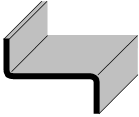
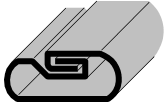
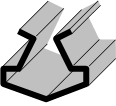
Кроме сложных профилей открытого типа способом гибки сравнительно легко получают полузакрытые и даже замкнутые профили (рис. 4.27), которые в случае необходимости можно надёжно герметизировать с помощью сварки. Указанным способом изготавливают большое количество изделий толщиной 0,3–10 мм для машиностроения, автомобильной, авиационной и строительной промышленности (например, профилированное кровельное железо).
Рис. 4.27. Примеры гнутых профилей |


|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 576; Нарушение авторских прав?; Мы поможем в написании вашей работы!