КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Волочение
|
|
|
|
Волочение (рис. 4.1- в) является одним из наиболее распространённых методов завершающей холодной деформации разнообразных профилей (рис. 4.34). Исходными заготовками для волочения служат прокатанные или прессованные прутки и трубы из сталей и цветных металлов. Волочение обеспечивает высокое качество изделий при использовании сравнительно недорогого инструмента и простых конструкций оборудования. Волочением калибруют стальные прутки диаметром 150 мм, получают проволоку, в том числе, и вольфрамовую или нихромовую для ламп и других устройств накаливания, диаметром 0,002 мм, изготавливают трубы различного профиля от капиллярных диаметром 0,1 мм до больших диаметром 480 мм с толщиной стенки от 0,01 до 40 мм; при этом длина получаемых труб доходит до 300 м, а скорость волочения – до 10 м/с. В результате волочения достигается высокая точность размеров: например, стальная проволока диаметром 1…1,6 мм имеет допуск 0,02 мм; прецизионная труба длиной 11,5 м, диаметром 30 мм и толщиной стенки 0,1 мм имеет допуск на диаметр ±0,1 мм, а допуск на толщину стенки ±0,02 мм.
Рис. 4.34. Примеры профилей, получаемых волочением | ||||||||||||||||||||||||||||||||||||||||||||||||||||
  
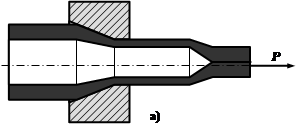
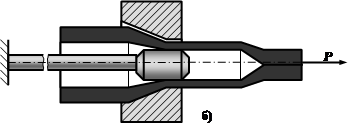
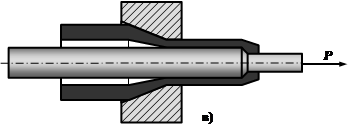
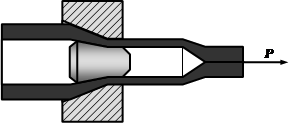
Рис. 4.35. Основные способы волочения труб: а – безоправочное; б – на короткой (неподвижной) оправке; в – на длинной (подвижной) оправке; г – на плавающей оправке |














Если при прессовании возможная величина удельной деформирующей силы и, соответственно, величина удлинения исходной заготовки ограничены прочностью инструмента, то при волочении эти величины ограничены возможностью обрыва конца заготовки, к которому прикладывается сила, необходимая для протягивания заготовки через профилирующее отверстие матрицы, которую при волочении принято называть волокой или фильерой. Величина деформации при одном проходе волочения должна быть такой, при которой величина удельной деформирующей силы будет меньше предела текучести обрабатываемого материала. Сравнительно малая величина допустимой деформации обуславливает основной недостаток волочения – его многоцикличность (многопроходность). Если при прессовании обычно получают нужное изделие за одну операцию, то при волочении для получения изделия часто требуется порядка пяти и более проходов через волоки с постепенно уменьшающимися отверстиями. Из-за наличия больших растягивающих напряжений пластичность материала при волочении невысока, и во избежание появления трещин между проходами часто требуется делать промежуточный отжиг, снимающий упрочнение и восстанавливающий пластичность материала.
В практике трубного производства применяют способы волочения, показанные на рис. 4.35.
Волочение без оправки (рис. 4.35- а) применяют для уменьшения наружного диаметра трубы. Толщина стенки при этом меняется самопроизвольно и в зависимости от соотношения исходной толщины и диаметра может как немного увеличиваться, так и уменьшаться.
Волочение на короткой оправке (рис. 4.35- б) применяют для получения труб с качественной внутренней поверхностью, имеющих не только заданный наружный диаметр, но и регламентированную толщину стенки. Короткая оправка, удерживаемая стержнем, в процессе волочения остаётся неподвижной и образует совместно с волокой кольцевой зазор, наибольший диаметр которого меньше наружного диаметра заготовки.
Волочение на длинной (подвижной) оправке (рис. 4.35- в) также применяют для уменьшения диаметра и толщины стенки трубы. Длинная оправка не закрепляется, а перемещается вместе с трубой, в результате чего уже не нужно преодолевать трение между трубой и оправкой, что снижает удельную силу волочения и позволяет значительно увеличить длину получаемых труб.
Таблица 4.1. Технологический маршрут изготовления труб размером 1´0,1 мм из стали 10
| Номер прохода | Диаметр и толщина стенки, мм | Вид обработки | Вытяжка eв | Наличие послеоперационного отжига |
| 89,0´4,00 | ||||
| 57,0´2,90 | ХП | 2,17 | + | |
| 32,0´1,20 | ХП | 4,25 | + | |
| 18,0´0,45 | ХП | 4,63 | + | |
| 15,0´0,47 | БВ2 | 1,15 | ||
| 13,0´0,47 | БВ | 1,16 | + | |
| 10,6´0,32 | ДВ | 1,78 | ||
| 8,0´0,33 | БВ2 | 1,13 | + | |
| 7,4´0,22 | ДВ | 1,85 | ||
| 6,0´0,24 | БВ2 | 1,15 | ||
| 4,1´0,24 | БВ2 | 1,49 | + | |
| 2,9´0,25 | БВ2 | 1,40 | + | |
| 2,3´0,15 | ДВ | 2,03 | + | |
| 1,7´0,08 | ДВ | 2,48 | ||
| 1,0´0,10 | БВ2 | 1,44 | ||
| П р и м е ч а н и е. ХП – холодная прокатка, БВ – безоправочное волочение, БВ2 – безоправочное волочение через две волоки одновременно, ДВ – диннооправочное волочение. |
Волочение на плавающей оправке (рис. 4.35- г) применяют для получения труб большой длины, а также в тех случаях, когда необходимо устранить вибрации стержня для крепления оправки (рис. 4.35- б) или невозможно обеспечить прочность этого стержня (при необходимости волочения труб из труднодеформируемых материалов с достаточно малым диаметром отверстия). По сравнению с волочением на короткой оправке при волочении на плавающей оправке улучшается качество внутренней поверхности трубы и повышается стойкость оправки.
Современное изготовление капиллярных труб из заготовок, полученных горячей прокаткой, характеризуется наличием предварительных заготовочных проходов на станах холодной прокатки роликами (рис. 4.16), позволяющих значительно уменьшить количество необходимых проходов волочения. В табл. 4.1 представлен пример используемого технологического маршрута изготовления капиллярных труб типа игл одноразовых шприцев. Суммарная вытяжка за 14 проходов даёт увеличение длины исходной заготовки с 1 до 3700 м. Для получения подобной продукции используется бухтовое волочение с намоткой труб в виде бунтов или бухт на специальные барабаны.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 719; Нарушение авторских прав?; Мы поможем в написании вашей работы!