КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прессование
|
|
|
|
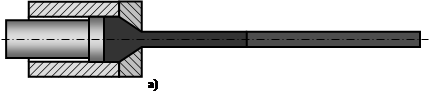
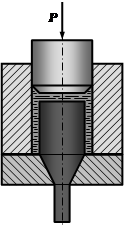
При прессовании (рис. 4.1-б) металл выдавливается из полости, в которую он помещён, через отверстие, форма которого соответствует сечению получаемого профиля.
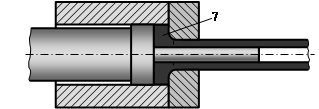
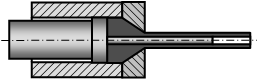
Рис. 4.28. Прессование полого профиля: а – заготовка в контейнере перед началом обработки; б – прошивка заготовки; в – завершение прессования: 1 – контейнер; 2 – матрица; 3 – игла; 4 – пуансон; 5 – заготовка; 6 – выдра; 7 – пресс-остаток | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Рис. 4.29. Примеры профилей, получаемых прессованием |
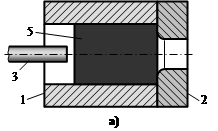
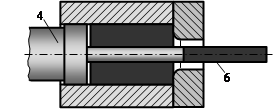
























Прессованием изготавливают не только сплошные профили, но и полые (рис. 4.28). В этом случае перед началом прессования в заготовке нужно получить сквозное отверстие. Чаще всего это отверстие получают на том же самом прессе, совмещая операции прошивки и прессования. Реже отверстие получают на другом прессе или сверлением.
Комбинируя формы оправки и выходного отверстия матрицы, в результате прессования можно получить огромное многообразие изготавливаемых профилей, многие из которых являются значительно более сложными, чем показанные на рис. 4.29. Если с прессованием при производстве простых профилей может конкурировать прокатка, то сложные профили получают исключительно прессованием.
Прессование имеет следующие преимущества:
1) высокую размерную точность получаемых профилей;
2) возможность получать профили исключительной сложности;
3) за счёт большой величины сжимающих напряжений резко повышает пластичность и позволяет обрабатывать малопластичные материалы, которые невозможно или крайне трудно формоизменять другими методами обработки давлением;
4) возможность получения исключительно больших удлинений исходных заготовок, приближающихся к 100, а при обработке чистого алюминия или свинца – к 1000 (при рабочем перемещении пуансона на 1 м получается профиль длиной в 1 км);
5) высокую производительность (стальную трубу диаметром 175 мм с толщиной стенки 3 мм и длиной 18 м можно получить за 30 с);
6) быстроту перехода с одного типоразмера изделия на другой (для этого часто бывает достаточно заменить матрицу или оправку, например, вместо матрицы с круглым отверстием диаметром 20 мм поставить матрицу с треугольным отверстием с длиной стороны 15 мм или оправку круглого поперечного сечения заменить на квадратную).
К недостаткам прессования относятся:
1) большие удельные деформирующие силы, приводящие к интенсивному износу инструмента;
2) ограниченная по сравнению с прокаткой длина заготовки;
3) повышенный по сравнению с прокаткой отход металла, поскольку, как правило, весь металл из-за резкого повышения силы сопротивления не может быть полностью выдавлен из контейнера и остаётся в нём в виде так называемого пресс-остатка (рис. 4.28- в), который после окончания прессования отрезается от полученного профиля.
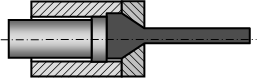
Следует, однако, указать, что при холодном прессовании или при горячем в том случае, если остывание материала к концу процесса не приводит к росту силы до недопустимой величины, возможно производить прессование без пресс-остатка, т.е. осуществлять полное выдавливание материала из контейнера. Для этого процесс прессования останавливают, не доводя до резкого повышения силы из-за малой толщины пресс-остатка (рис. 4.30), помещают в контейнер следующую заготовку и ею выдавливают предыдущую заготовку полностью, осуществляя сквозное прессование профилей с очень малым отходом.
Рис. 4.30. Сквозное прессование обрабатываемого материала: а – при производстве сплошных профилей; б – при производстве полых профилей |



Получить изделие без пресс-остатка позволяет также гидропрессование (гидроэкструзия), т.е. процесс прессования, в котором деформирующая сила передаётся на прессуемый материал через жидкую среду (рис. 4.31). В отличие от обычного прессования при гидропрессовании полностью отсутствует трение между заготовкой и контейнером, а трение между выдавливаемой часть заготовки и матрицей очень невелико, поскольку сжатая под большим давлением в контейнере жидкость проникает между поверхностями заготовки и матрицы, создавая интенсивный (гидродинамический) смазывающий эффект. По сравнению с обычным прессованием гидропрессование позволяет обеспечить более однородную деформацию и улучшить качество получаемых изделий, в связи с чем этот вид обработки получил в современных условиях интенсивное развитие.
Прессованием легко получают и биметаллические сплошные или полые профили. Схема прессования полого биметаллического профиля показана на рис. 4.32, а полученное биметаллическое изделие – на рис. 4.33.
Рис. 4.31. Гидропрессование | |||||
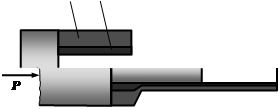                                      
Рис. 4.32. Схема прессования полого биметаллического профиля: 1 – заготовка из одного металла; 2 – заготовка из другого металла | |||||

Рис. 4.33. Прессованная биметаллическая труба из стали 10 с внутренней оболочкой из меди М1 (эксперимент А. Л. Воронцова) | |||||

|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 791; Нарушение авторских прав?; Мы поможем в написании вашей работы!