КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типы резцов дня обтачивания наружных цилиндрических и торцовых поверхностей
|
|
|
|
V.3. Токарные резцы для обработки наружных цилиндрических и торцовых поверхностей
Основные типы резцов для наружного обтачивания и подрезания торцовых поверхностей. Для продольного обтачивания наружных цилиндрических поверхностей применяют проходные резцы, а для обработки уступов и торцовых поверхностей - упорно-проходные и подрезные резцы. Некоторые типы проходных и подрезных резцов можно использовать как для продольного, так и для поперечного точения.
Проходные резцы разделяются на черновые и чистовые. Черновые резцы предназначены для грубого обтачивания (обдирки). Их иногда называют обдирочными. Чистовые резцы служат для окончательного обтачивания поверхностей (табл. V.7).
Выбор материала для резцов. Державки резцов изготовляют из конструкционных сталей (типа стали 50), а режущие части - из быстрорежущей стали, твердых сплавов, КНБ и минеральной керамики.
Таблица 5.7
| Эскиз | Резцы | ||
| Токарные проходные отогнутые | |||
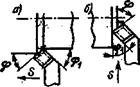
| Имеют наибольшее распространение в практике токарной обработки. Благодаря отогнутой головке эти резцы позволяют обрабатывать поверхности заготовок, расположенные вблизи кулачков патрона. Используются они как для продольного (а), так и для поперечного (б) точения. Резцы с отогнутой головкой выполняются правыми и левыми | ||
| Токарные проходные прямые | |||
| Предназначены для продольного обтачивания. При точении в обычном направлении применяют правые резцы (а), а при точении в направлении от передней бабки к задней - левые резцы (б). Резцы этого типа наиболее просты в изготовлении | ||
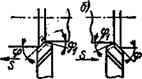
| Токарные проходные упорные | |||

| Служат для продольного обтачивания и одновременного (в конце прохода) подрезания торцовых поверхностей уступов (а). При развороте резца в резцедержателе на некоторый угол (б) такие резцы можно использовать и для торцового обтачивания. Наибольшее применение проходные упорные резцы находят при обработке нежестких, а также ступенчатых заготовок | ||
| Токарные подрезные торцовые | |||

| Используют для подрезания торцовых поверхностей при закреплении заготовок в патроне или на оправке без поджима центром задней бабки. Отогнутая головка таких резцов дает возможность подрезания торцов в труднодоступных местах (например, когда приходится вплотную подводить резец к патрону) | ||
| Эскиз | Резцы | ||
| Токарные подрезные | |||
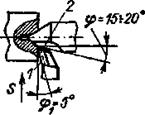
| Применяют для подрезания торцовых поверхностей при закреплении заготовок в центрах. Эти резцы располагают сравнительно длинным вспомогательным лезвием 1 и коротким главным лезвием 2, заточенным под углом j = 15¸20°. Благодаря этому возможно перемещение резца до центрового отверстия в торце заготовки | ||
| Токарные проходные чистовые | |||
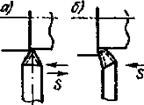
| Проходные резцы для обтачивания с малой подачей отличаются от обычных проходных резцов главным образом большим радиусом закругления (r=2¸5 мм). Для обтачивания открытых мест обычно применяют прямые резцы, работающие в обе стороны (а), т. е. как правые, так и левые. Для обтачивания труднодоступных мест пользуются отогнутыми резцами (б) | ||
| Токарные чистовые широкие | |||

| Служат для чистового обтачивания с большими подачами. Этими резцами обычно снимают весьма малый слой металла. При больших подачах (S < b) удается получить шероховатость поверхности 1,25. Используют такие резцы при обработке жестких заготовок обычно на крупных стайках высокой жесткости | ||
По способу соединения режущих частей с державками различают резцы цельные, напайные, наварные, наплавные и с механическим креплением. Цельные резцы выполняют преимущественно из углеродистой и реже из быстрорежущей стали. Резцы из углеродистой стали марок У10А и У12А из-за низкой их теплостойкости применяют крайне редко.
Резцы из быстрорежущей стали марки Р9 используют преимущественно для подрезания торцовых поверхностей при обработке заготовок в центрах, для прорезания канавок, отрезания, наружного обтачивания на мощных станках при весьма большой глубине резания и для других работ, осуществляемых при сравнительно невысоких скоростях резания.
Следует отметить, что резцы из стали Р9 отличаются невысокой стойкостью и плохой шлифуемостью при их заточке. По этой причине в ответственных случаях обработки обычно применяют резцы из быстрорежущей стали Р18, а также из не менее дорогостоящей быстрорежущей стали Р12. Повышенными износоустойчивостью и механической прочностью обладают резцы из быстрорежущей стали марки Р6М5, содержащей молибден.
Чистовое обтачивание труднообрабатываемых сталей и сплавов целесообразно осуществлять резцами из быстрорежущих сталей, содержащих ванадий и кобальт и отличающихся повышенной теплостойкостью (Р18К5Ф2, Р9Ф5, Р9К5, Р9КЮ и др.). Резцы, оснащенные твердосплавными пластинками, находят преимущественное применение в практике токарной обработки.
Твердые сплавы подразделяются на три группы: вольфрамовую (ВК); титановольфрамовую (ТК) и танталотитановольфрамовую (ТТК).
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 3451; Нарушение авторских прав?; Мы поможем в написании вашей работы!