КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Режимы резания, рекомендуемые при тонком точении твердосплавными резцами
|
|
|
|
VII.3. Тонкое (алмазное) точение
Подачи, рекомендуемые при чистовом обтачивании твердосплавными
резцами с углом φ = 45°
| Заданные параметры шероховатости поверхности | Радиус при вершине резца, мм | ||||||
| 0,5 | 1,0 | 2,0 | |||||
| Rz | Ra | Подача, мм/об | |||||
| При обработке стали | |||||||
| 20-10 20-10 — — | — — 2,5-1,25 1,25-0,63 | 0,35-0,4 0,3-0,35 — — | 0,4-0,55 0,35-0,4 0,25-0,3 0,17-0,2 | 0,5-0,6 0,5-0,55 0,35-0,39 0,21-0,27 | |||
| При обработке серого чугуна | |||||||
| 20-10 20-10 — | — — 2,5-1,25 | — — — | 0,3-0,5 0,25-0,4 0,15-0,25 | 0,45-0,65 0,4-0,6 0,2-0,35 | |||
Таблица VII.3
Скорости резания, рекомендуемые при чистовом обтачивании твердосплавными
резцами с углом φ = 45°
| Глубина резания, мм | Подача, мм/об | ||||||||
| 0,15 | 0,2 | 0,3 | 0, 4 | 0,6 | |||||
| Скорость резания, м/мин | |||||||||
| При обработке стали (sВ = 700-800 MПа) резцами Т15К6 | |||||||||
| 1,0 1,5 2,0 | 270 253 244 | 235 220 211 | 222 208 199 | — 199 191 | — — 176 | — — 166 | |||
| При обработке серого чугуна (HB 180-220) резцами ВК6 | |||||||||
| 1,0 1,5 2,0 | 187 175 168 | 176 165 158 | 162 152 145 | — 144 138 | — — 127 | — — 118 | |||
| Поправочные коэффициенты | |||||||||
| Предел прочности стали s В, МПа | До 500 | 500-700 | 700-900 | 900-1100 | |||||
| Kus | 0,7 | 0,75 | 1,0 | 1,25 | |||||
Тонкое точение характеризуется малой глубиной резания, малыми подачами и высокими скоростями резания.
Применяемые для тонкого точения станки должны отличаться высокой точностью и жесткостью. На этих станках не следует выполнять другие операции.
Тонкому точению должна предшествовать чистовая обработка по квалитетам 8-10 с оставлением равномерного припуска 0,2-0,5 мм на диаметр. С целью повышения точности и уменьшения шероховатости обработанной поверхности этот припуск надо снимать не за один, а за два рабочих хода - черновой и чистовой. При тонком точении достигаются квалитеты 5-7, а шероховатость поверхности 0,63-0,25, при точении алмазными резцами - даже 0,160-0,063.
Тонкое точение выполняют тщательно доведенными твердосплавными резцами двух видов, изготовляемых с радиусным переходным лезвием или зачистным лезвием, параллельным направлению продольной подачи.
Передний угол γ в твердосплавных резцах для тонкого точения колеблется в пределах от +10 до -10° (для закаленных сталей); задний угол α - от 15 до 5°; главный угол в плане φ обычно равен 45°; радиус при вершине резца r = 0,5¸1,0 мм.
Рекомендуемые режимы тонкого точения твердосплавными резцами приведены в табл. VII.4.
Таблица VII.4
| Обрабатываемый материал | Марка материала режущей части резца | Подача s, мм/об | Скорость резания v, м/мин |
Чугун твердостью HB:
 149-163
156-229
170-241
197-269
Сталь прочностью на растяжение sв, МПа: 149-163
156-229
170-241
197-269
Сталь прочностью на растяжение sв, МПа:
 £650
660-800
>800 £650
660-800
>800
 Бронза
Латунь
Алюминиевые сплавы
Баббит Бронза
Латунь
Алюминиевые сплавы
Баббит
| ВК2, ВК3 Т30К4 ВК2, ВК3 ВК2, ВК3 | 0,06-0,12 0,06-0,12 0,04-0,08 0,05-0,1 | 150-200 120-150 100-120 100-120 250-300 150-200 120-170 180-300 200-500 300-600 300-600 |
При тонком точении твердосплавными резцами желательно применение смазочно-охлаждающей жидкости, подаваемой обильной непрерывной струей, что предотвращает растрескивание пластинок твердого сплава. Для охлаждения и удаления мелкой стружки успешно применяют обдув зоны резания струей сжатого воздуха.
В последние годы тонкое точение твердосплавными инструментами все чаще заменяют тонким точением алмазными резцами и резцами из кубического нитрида бора.
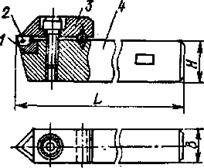
Алмазные резцы изготовляют сборными или со вставками с впаянным алмазом либо же алмаз 2 помещают в специальную вставку 1, устанавливаемую в державке резца 4, и прижимают планкой 3 (рис. VII.1). Державки таких резцов выполняются размерами Н´В 16´16 и 20´20 при длине L = 125 мм и Н´В 25´16 при L = 150 мм.
 Алмазными резцами обрабатывают в основном сплавы из цветных металлов (особенно сплавы алюминия с содержанием кремния), медь, латунь, бронзу, цинковые сплавы и пластмассы. В последние годы все больше стали применять алмазные резцы и для обработки черных металлов.
Алмазными резцами обрабатывают в основном сплавы из цветных металлов (особенно сплавы алюминия с содержанием кремния), медь, латунь, бронзу, цинковые сплавы и пластмассы. В последние годы все больше стали применять алмазные резцы и для обработки черных металлов.
Алмазы чувствительны к ударной нагрузке, поэтому вибрации при резании недопустимы. Алмаз можно подводить только к вращающейся заготовке. Перед остановкой станка необходимо выключить подачу и отвести резец назад. Рекомендуемые режимы алмазного точения даны
в табл. VII.5. Рис. VII.1 Сборный резец
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 2009; Нарушение авторских прав?; Мы поможем в написании вашей работы!