КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Форма заточки передней поверхности твердосплавных резцов
|
|
|
|
Рекомендуемые дополнительные геометрические параметры режущей части резцов из быстрорежущей стали
| Обработка | Сечение резца, мм | |||
| 12´20 I6´16 | 16´25 20´20 | 20´30 25´25 | 25´40 30´30 | |
| Радиус при вершине r, мм | ||||
| Приходные подрезные и расточные резцы | ||||
| Черновая Чистовая | 1.5 2.0 | 1,5 2,0 | 2,0 3,0 | 2,0 3,0 |
| Элементы лунки | Размер радиусной лунки, мм | |||
| Проходные и подрезные резцы | ||||
| Радиус RШирина | 21-25 5,5-7 | 26-30 7,5-8,5 | 31-40 9-10 | 41-50 11-13 |
| Примечание. Отрезные и прорезные резцы всех сечений имеют радиус r = 0,2¸0,5 мм. Для проходных и подрезных резцов с размерами сечений от 20´30 до 30´30 рекомендуется делать фаски f шириной 1 мм при черновой обработке и 0,2 - 0,3 мм при чистовой. При обработке прерывистых поверхностей и заготовок с коркой, загрязненной неметаллическими включениями, и при работе с ударами передний угол γ назначается в пределах 12 - 20°, вспомогательный задний угол для проходных, подрезных и расточных резцов α1 = α, для отрезных и прорезных резцов α1= 1 ¸ 2˚. |
Таблица V. 11
| Форма передней поверхности | Эскиз | Примерное назначение |
| I. Плоская с отрицательной фаской | 
| Для резцов всех типов при обработке заготовок из стали с s B > 784 МПа в случае недостаточной жесткости системы СПИД и обработке заготовок из серого и ковкого чугуна, стали с s B £ 784 МПа |
| П. Криволинейная с отрицательной фаской | 
| Для резцов при получистовом точении и растачивании заготовок из стали с s B £ 784 МПа с глубиной резания t = 15 мм и подачей s ³ 0,3 мм/об при необходимости завивания и дробления стружки и обработке деталей из нержавеющей стали с s B £ 834 МПа |
| III. Плоская с отрицательным передним углом | 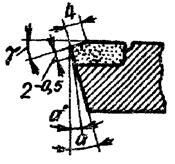
| Для резцов при черновом точении и растачивании заготовок из стали с s B > 784 МПа и стальных отливок с коркой, загрязненной неметаллическими включениями. Для резцов при точении с ударами в условиях жесткой технологической системы |
| IV. Плоская с положительным передним углом и опущенной вершиной | 
| Для резцов при черновом точении заготовок из стали с крупными стружками и подачей s ³ 1,5 мм/об |
Таблица V.12
Рекомендуемые геометрические параметры режущей части твёрдосплавных резцов
| Обрабатываемый материал | Передний угол γ °, при форме передней поверхности | Задний угол, α° | |||
| I | II | III | s£0,3 мм/об | s>0,3 мм/об | |
| Чугун серый: HB£220 HB>220 Чугун ковкий: HB 140-150 Стали конструкционные, углеродистые и легированные: sB £1078 МПа sB >1078 МПа Медные сплавы: | - | - - - - - |  -
-
-
-
-
-
 5
- 5
-
|
Таблица V.13
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1370; Нарушение авторских прав?; Мы поможем в написании вашей работы!