КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка отверстий
|
|
|
|
VIII.1. Методы обработки отверстий
С механическим креплением алмаза
Таблица VII.5
Рекомендуемые режимы алмазного точения
| Обрабатываемый материал | Глубина резания t, мм | Подача s, мм/об | Скорость резания v, м/мин | Рекомендуемые СОЖ |
| Алюминий Сплавы алюминия Латунь Бронза оловянистая Медь Баббит Титановый сплав ВТ3 Пластмассы | 0,03-0,15 0,05-0,10 0,03-0,10 0,05-0,25 0,03-0,30 0,05-0,15 0,03-0,05 0,05-0,30 | 0,02-0,10 0,02-0,08 0,02-0,10 0,02-0,08 0,02-0,06 0,02-0,10 0,02-0,06 0,03-0,06 |  400-500
500-600 400-500
500-600
 400-500
300-400
350-500
400-500 400-500
300-400
350-500
400-500
 100-300
500-700 100-300
500-700
| Скипидар(30%), керосин (70%) Вазелиновое масло Скипидар(30%), керосин (70%) 5%- ный раствор эмульсола в воде |
В табл. VIII.1 рассмотрены основные методы обработки отверстий.
Таблица VIII.1
| Эскиз | Вид обработки |
| Центрование | |
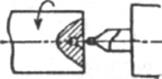
| Подготовительная операция с целью создания центровых углублений на торцах для установки заготовок в центрах. Размеры центровых отверстий с углом 60о см. на рис. VIII.1 и в табл. VIII.6. Центрование на специальных центровочных станках обеспечивает большую производительность и более высокое качество центровых гнезд заготовки, чем центрование на токарных станках |
| Сверление и рассверливание | |
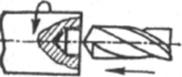
| При сверлении и рассверливании получают отверстия квалитетов 11 - 13. Сверление и рассверливание на токарных станках применяются главным образом как метод предварительной обработки. Осуществляется сверление при вращающейся заготовке и реже при вращающемся сверле, закрепленном в шпинделе станка |
| Зенкерование | |
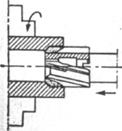
| Относится (как и рассверливание) к процессам получистовой обработки. После зенкерования отверстие получается более точным (квалитеты 10-11), чем при сверлении, и с меньшей шероховатостью поверхности. Увод оси отверстия при зенкеровании незначительный |
| Растачивание | |
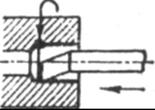
| Применяется при обработке отверстий большого диаметра, коротких, ступенчатых и точных по размерам и форме (тонкое растачивание). Точность обработки соответствует квалитетам 8-11. Тонкое растачивание обеспечивает точность по квалитетам 6-8, а шероховатость поверхности 1,25-0,32 мкм |
| Развертывание | |
| Процесс получистовой я чистовой обработки отверстий диаметром до 100 мм (в отдельных случаях и выше). Точность развертывания соответствует квалитетам 6-8, а шероховатость поверхности 2,5-0,63 мкм |
| Притирка (доводка) | |
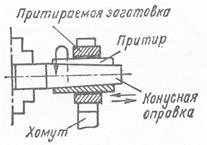
| К притирке (или доводке) на токарном станке прибегают при изготовлении особо точных изделий (квалитетов 5-6). Шероховатость поверхности 0,160-0,050 мкм. Точность предварительной обработки отверстий под притирку должна быть не ниже квалитетов 6-8, а шероховатость поверхности не более 1.25-0,20 мкм |
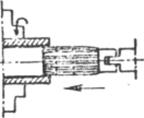
| Раскатывание (развальцовывание) | |
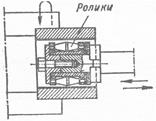
| При раскатывании отверстий роликами (или шариками) достигаются квалитет 7 и шероховатость поверхности 0,63-0,20. Отверстие должно быть подготовлено с учетом того, что после раскатывания его диаметр увеличится (за счет уплотнения материала) на 0,02-0,03 мм |
VIII.2. Припуски и последовательность переходов при обработке отверстий
Общие сведения о припусках на обработку даны в п. V.2. В табл. VII 1.2 приведены значения межоперационных припусков при обработке отверстий, в табл. VIII.3 - последовательность переходов при обработке отверстий квалитетов 7-11, а в табл. VIII.4 и VIII.5 - размеры инструментов и диаметров отверстии, обрабатываемых по квалитетам 7-9.
Таблица VIII.2
Межоперационные припуски при обработке отверстий
| А. Припуски для заготовок, полученных литьем или штамповкой | |||||
| Вид обработки отверстия | Припуск на диаметр, мм. для интервала диаметров, мм | ||||
| 30-50 | 51-80 | 81-120 | 121-180 | 181-260 | |
| Черновое растачивание или зенкерование отливок из: | |||||
| серого чугуна | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 |
| ковкого чугуна | 2,7 | 3,0 | 3,5 | 4,0 | 4,5 |
| бронзы | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 |
| горячештампованных заготовок | 1,6 | 2,5 | 2,5 | 3,5 | 4,0 |
| заготовок после свободной ковки | 3,0 | 3,0 | 3,0 | 3,5 | 5,5 |
| Чистовое растачивание или зенкерование после: | |||||
| сверления | 1,5 | 1,7 | — | — | — |
| чернового растачивания или зенкерования | 1,1 | 1,3 | 1,6 | 1,8 | 2,0 |
| Развертывание после: | |||||
| зенкерования | 0,45 | 0,55 | 0,65 | — | — |
| чистового растачивания | 0,40 | 0,45 | 0,55 | — | — |
| Шлифование незакаленных заготовок при длине обработки, мм: | |||||
| 100 - 200 | 0,35 | 0,35 | 0,40 | 0,45 | 0,50 |
| 200 - 300 | — | 0,40 | 0,50 | 0,50 | 0,55 |
| Шлифование закаленных заготовок при длине обработки, мм: | |||||
| 50 - 100 | 0,35 | 0,40 | 0,60 | 0,60 | 0,65 |
| 100 - 200 | 0,35 | 0,40 | 0,65 | 0,65 | 0,70 |
| 200 - 300 | — | 0,50 | 0,70 | 0,70 | 0,75 |
| Примечание. Припуски на черновую обработку даны без учета дефектного слоя. |
Продолжение табл. VIII.2
| Б. Припуски для заготовок из проката | |||||||||||||
| Вид обработки отверстия | Припуск на диаметр, мм, Для интервала диаметров, мм | ||||||||||||
| 10-18 | 19-30 | 31-50 | 51-80 | 81-120 | 121-180 | 181-260 | |||||||
| Развертывание: черновое чистовое Растачивание под шлифование при длине обработки, мм: до 50 51-100 101-300 301-500 Шлифование до термической обработки: Шлифование после термической обработки: черновое чистовое Хонингование Притирка | 0,16 0,04 0,30 0,30 - - 0,30 0,20 0,10 0,05 0,01 | 0,20 0,05 0,30 0,40 0,40 - 0,30 0,20 0,10 0,05 0,01 | 0,24 0,06 0,40 0,40 0,40 - 0,30 0,20 0,10 0,05 0,01 | 0,27 0,08 0,40 0,40 0,40 - 0,40 0,30 0,10 0,05 0,015 | 0,30 0,10 0,50 0,50 0,50 0,60 0,50 0,30 0,20 0,06 0,02 | - - 0,60 0,60 0,60 0,60 0,50 0,30 0,20 0,06 0,02 | - - 0,60 0,60 0,70 0,70 - - - 0,07 - | ||||||
| В. Припуски на диаметр под тонкое (алмазное) растачивание отверстий | |||||||||||||
| Материал заготовки | Обработка | Припуск на диаметр, мм, при диаметре отверстия, мм | |||||||||||
| £30 | 30-50 | 50-80 | 80-120 | 120-180 | |||||||||
| Алюминий | Черновая Чистовая Черновая Чистовая Черновая Чистовая Черновая Чистовая | 0,2 0,1 0,3 0,1 0,2 0,1 0,2 0,1 | 0,3 0,1 0,4 0,1 0,3 0,1 0,2 0,1 | 0,4 0,1 0,5 0,1 0,3 0,1 0,2 0,1 | 0,4 0,1 0,5 0,1 0,3 0,1 0,3 0,1 | 0,5 0,1 0,6 0,1 0,4 0,1 0,3 0,1 | |||||||
| Баббит | |||||||||||||
| Бронза и чугун | |||||||||||||
| Сталь | |||||||||||||
Количество и последовательность переходов при обработки отверстий устанавливают в зависимости от требуемой точности и размеров отверстия, а также от вида заготовки (сплошной материал, отлитые или штампованные отверстия).
Таблица VIII.3
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1192; Нарушение авторских прав?; Мы поможем в написании вашей работы!