КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Х.1. Развертывание
|
|
|
|
Развертывание является наиболее производительным и распространенным методом чистовой обработки отверстий диаметром до 100 мм.
При развертывании получают отверстия по квалитетам 7-9 и с шероховатостью поверхности 2,5-0,32.
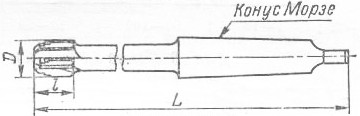
Основные типы разверток. По способу применения развертки подразделяются на ручные и машинные. В свою очередь, машинные развертки по способу крепления на станке делятся на развертки с хвостовиками и насадные, а по конструктивным особенностям - на цельные, сборные и разжимные (регулируемые). Режущую часть разверток изготовляют из углеродистой стали У12А, легированной стали 9ХГС и быстрорежущих сталей Р9, Р12, Р18, Р9К5 и др. или оснащают пластинками из твердых сплавов ВК6, ВК6М, Т15К6, Т14К8, Т5К10 и др. Основные типы и размеры машинных разверток для обработки цилиндрических отверстий приведены в табл. X.1.
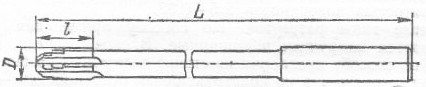
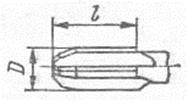
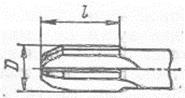
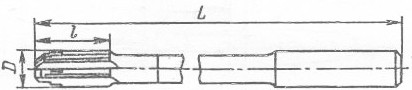
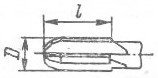
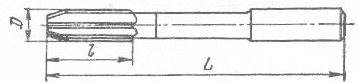
Конструкция и геометрия режущих зубьев разверток. Развертки состоят из трех основных частей: рабочей части 4, шейки 3 и хвостовика 2 (рис. Х.1). Рабочая часть развертки делится на режущую 7 и калибрующую 1 части и обратный конус 5. Режущая часть (заборный конус) длиной l1 имеет лезвия, выполняющие основную работу резания. Калибрующая часть длиной l2 калибрует отверстие и направляет развертку в отверстии. Обратный конус длиной l3 на калибрующей части служит для уменьшения трения развертки о поверхность отверстия.
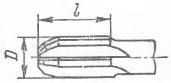
Расположенные на рабочей части развертки режущие зубья выполняют прямыми (прямозубые развертки) или с винтовыми канавками (спиральные развертки). Развертки с правой винтовой канавкой называются праворежущими, а с левой винтовой канавкой - леворежущими. Основную работу резания выполняет заборная (режущая) часть развертки.
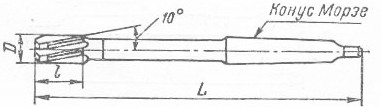
Угол в плане j принимается равным 3-5 ° при развертывании твердых металлов и 12-15 ° - при развертывании мягких и вязких металлов. На конце заборной части зубья имеют скос под углом 45 °. Это предохраняет режущие зубья от выкрашивания. Задний угол зуба развертки a составляет 6-10 °. Большие значения берутся для разверток больших диаметров. На зубьях калибрующей части заточена ленточка шириной f = 0,05¸0,3 мм, поэтому в поперечном сечении этих зубьев угол a = 0.
В целях уменьшения трения развертки о стенки отверстия калибруюшую часть выполняют с обратной конусностью так, что в начале зуба развертка имеет диаметр на 0,04-0,07 мм больше, чем в конце. Передний угол g для черновых разверток берется в пределах от 0 до 10 °, а для чистовых g = 0. При повышенных требованиях к шероховатости обработанной поверхности передний угол развёртки уменьшают до отрицательного значения: g = -(3¸5)о. В целях уменьшения шероховатости поверхности отверстия и предотвращения появления погрешностей его формы (огранки) зубья развёрток располагают по окружности с неравномерным шагом.
Таблица Х.1
Основные типы и размеры машинных развёрток для обработки
цилиндрических отверстий
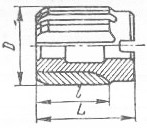
| Стандарт | Габаритные размеры, мм | |||
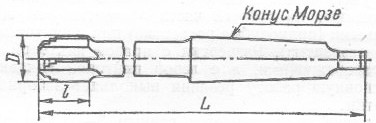
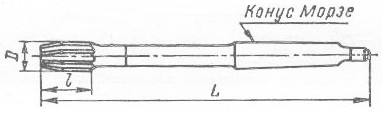
| D | L | l | Конус Морзе | |
Развёртки машинные для обработки заготовок из лёгких сплавов
(материал – быстрорежущие и инструментальные стали)
Исполнение 1
 Исполнение 2
Исполнение 2
| ||||
| ГОСТ 19267 - 73 | 6 – 9,5 | 90 – 100 | 25 –30 | - |
Исполнение 1
 Исполнение 2
Исполнение 2
| ||||
| ГОСТ 19268 – 73 | 10 – 32 | 140 – 240 | 16 – 25 | 1; 2 и 3 |
| Стандарт | Габаритные размеры, мм | |||
| D | L | l | Конус Морзе | |
Развёртки машинные для обработки заготовок из лёгких сплавов
(оснащенные твердым сплавом)
Исполнение 1
 Исполнение 2
Исполнение 2
| ||||
| ГОСТ 19269 - 73 | 6 – 9,5 | 90 – 100 | 18 - 20 | - |
Исполнение 1
 Исполнение 2
Исполнение 2
| ||||
| ГОСТ 19270 – 73 | 10 – 32 | 140 – 240 | 16 – 22 | 1; 2 и 3 |
Развёртки машинные оснащенные пластинками из твердого сплава
Тип 1

| ||||
| ГОСТ 11175 – 71 | 10 – 32 | 140 – 240 | 16 – 23 | 1; 2 и 3 |
| Стандарт | Габаритные размеры, мм | |||
| D | L | l | Конус Морзе | |
Тип2
| ||||
| ГОСТ 11175 - 71 | 32 – 50 | 40 – 55 | - | |
Развёртки машинные цельные из твёрдого сплава
Для D свыше 5,5 до 10 мм
| ||||
| ГОСТ 16086 – 70 | 1 – 10 | 60 – 100 | 12 – 20 | - |
Для D свыше 5,5 до 10 мм

| ||||
| ГОСТ 16086 – 70 | 3 – 10 | 60 – 100 | 12 – 20 | - |
| ||||
| ГОСТ 16087 – 70 | 6,5 – 12 | 120 – 150 | 18 – 22 | - |
| ||||
| ГОСТ 16087 – 70 | 6,5 – 12 | 120 – 150 | 18 – 22 | - |

Рис. Х.1 Конструкция и геометрия машинной развёртки
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 489; Нарушение авторских прав?; Мы поможем в написании вашей работы!