КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Нарезание резьбы
|
|
|
|
XIV.1. Методы нарезания резьб
На токарно-винторезных станках применяются методы нарезания треугольных резьб, различающихся по видам режущего инструмента, по закреплению на станке и способам осуществления продольной подачи.
Имеются три способа продольной подачи: принудительная, сообщающая режущему инструменту точное перемещение на шаг резьбы один оборот шпинделя; самозатягивающая (самонавинчивающая), сообщаемая режущему инструменту самим инструментом, в результате винтового врезания в металл заготовки; комбинированная, т.е. принудительная с некоторым допустимым отклонением её величины за один оборот заготовки от шага нарезаемой резьбы и самозатягивающая, допускающая небольшие продольные перемещения инструмента (выпускаемые опережением или запаздыванием принудительной подачи). Методы нарезания резьбы по видам инструмента приведены в табл. XIV.1.
Таблица XIV.1
| Эскиз | Метод нарезания резьбы |
| Плашками и метчиками | |
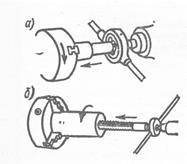
| Неточные, преимущественно крепёжные резьбы с шагом до 4 мм нарезают при помощи плашек (а) и метчиков (б). Эти же резьбонарезные инструменты применяют и для калибрования резьбы диаметром до 76 мм. Нарезание ведётся способом самозатягивающей или комбинированной подачи. Средняя точность нарезания резьбы плашками и метчиками 8g и 7H |
| Резьбовыми резцами | |
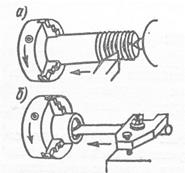
| Нарезание резьбы резцами – это универсальный способ, характерный для токарно-винторезного станка. Резцами нарезаются наружные (a) и внутренние (б) резьбы с мелким и крупным шагами, на упор и в глухих отверстиях. Точность нарезания винтов до 6g степени, гаек – до 6H степени. Продольная подача принудительная |
| Специальными резьбовыми гребенками | |
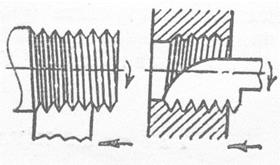
| Отличается от нарезания резьбы резцом повышенной в два-три раза роизводительностью и возможностью применения только при обработке заготовок, допускающих полный выход гребёнки из резьбы. Средняя точность при нарезании гребёнками наружной резьбы 6g, а внутренней- 7H. |
| Эскиз | Метод нарезания резьбы |
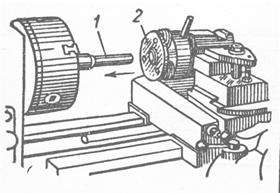
| Резьбонарезными головками | |

| Резьбы крепёжные и неточные с шагом резьбы до 4мм высокопроизводительно нарезаются невращаюшимися винторезными и гайконарезными головками 1. В специальной державке 2 головка устанавливается на резцедержатели станка. Налаживается упор 4, выключающий подачу суппорта 3. Диапазон значений диаметров внутренних резьб, нарезаемых гайко-нарезными головками, от 36 до 95 мм. Производительность нарезания резьбы резьбонарезными головками в 1,5-2 раза превосходит достигаемую при нарезании плашками и метчиками. Продольная подача самозатягивающая и комбинированная |
| Резьбонакатными головками | |
| Резьбы наружные с шагом резьбы Р=3 мм накатываются на токарно-винторезных станках одно-, двух-, и трех роликовыми специальными резьбонакатными головками 2. Резьба образуется в результате пластической деформации металла без снятия стружки. Заготовке 1 сообщается вращение, резьбонакатной головке – принудительная продольная подача. Производительность накатывания несколько превосходит достижимую при нарезании резьбы резьбонарезными головками. |
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 718; Нарушение авторских прав?; Мы поможем в написании вашей работы!