КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Заготовительная
|
|
|
|
ВАЛЫ
Конструкции, материалы, термообработка
Валы различают по служебному назначению, конструктивной форме, размерам, конструкционному материалу. Встречаются валы бесступенчатые и ступенчатые, цельные и пустотелые, гладкие и шлицевые, валы-шестерни, а также комбинированные в различных сочетаниях. Основные виды, группы и типы валов представлены на рис. 2.1. По форме и положению геометрической оси валы могут быть прямые, коленчатые, кривошипные и кулачковые. Около 85% общего количества типоразмеров ступенчатых валов в машиностроении составляют валы длиной 150…1000 мм.
Наиболее часто валы изготавливают из конструкционных и легированных сталей, таких как сталь 20, 30, 35, 40, 45, 20Х, 35Х, 40Х, 50Х, 40Г2, 18ХГТ, 25ХГМ, 20ХН3А, 20ХГНМ, 19ХГН, 15ХНТ2А. Применяют сырые и термообработанные валы. Валы из высокоуглеродистых сталей подвергают как объемной закалке, так и локальной (поверхностной) закалке наиболее ответственных поверхностей с использование нагрева ТВЧ на глубину 1,5…5,0 мм (HRC 32…42), а на поверхности - HRC 59…63. Валы, изготовляемые из низкоуглеродистых сталей, цементируют или нитроцементируют на глубину 0,7…1,2 мм и после закалки и отпуска получают твердость поверхности HRC 52…60. Валы из азотируемых сталей азотируют на глубину 0,3…0,5 мм, обеспечивая твердость поверхностей HRC 40…58 [17].
Основные схемы базирование
Основными конструкторскими базами большинства валов являются поверхности опорных шеек. Однако в качестве технологических баз их используют существенно реже. Применение таких баз при обработке наружных поверхностей, как правило, затруднительно. Особенно это касается выполнения принципа постоянства баз. Поэтому при обработке валов в большинстве случаев используют искусственные технологические
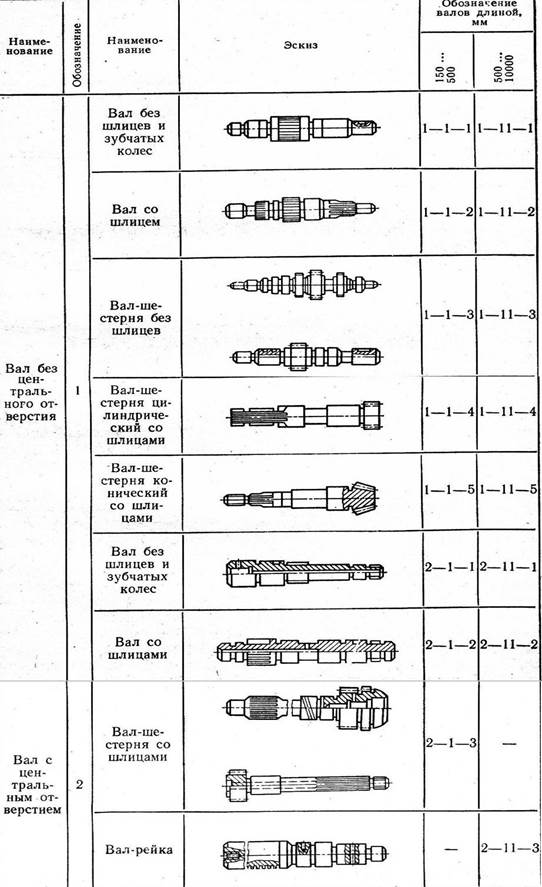
Рис. 2.1. Основные группы и типы валов, применяемых в машиностроении
базы, которыми являются центровые отверстия с обоих торцов заготовки. Принимая в качестве технологических баз центровые отверстия или центровые фаски на большинстве операций, решается задача повышения точности взаимного расположения обработанных поверхностей не только за счет соблюдения принципа постоянства баз, но и за счет минимизации в целом погрешности установки заготовки в центрах.
Технологической базой могут служить торцовые поверхности вала, что исключает погрешность базирования при обработке в центрах для линейных размеров, проставленных от таких торцов. Для использования левого торца вала в качестве базы при токарной обработке применяют плавающий передний центр. Это дает возможность передавать обрабатываемой заготовке крутящий момент с помощью торцовых поводковых устройств [5, с.265], например, поводковую зубчатую шайбу [8, с. 224…226] или штырьковый патрон [9, с. 107…108].
Крутящий момент наиболее часто при обработке валов передается с помощью поводковых патронов (ГОСТ 2571), поводковых хомутиков (ГОСТ 2578) и тому подобных устройств. На круглошлифовальных станках для повышения точности взаимного положения шлифуемых поверхностей используют специальные компенсирующие поводковые хомутики [11, с.77; 14, с. 255].
В последние годы для токарной обработки валов (и других изделий типа тел вращения, длина которых существенно превышает диаметр), расширяется применение в качестве технологических баз поверхностей отдельных шеек. Это связано с распространением самоцентрирующих люнетов (рис. 2.2), в т. ч. с программируемым подводом, отводом, перемещением. В таких случаях вал крайней левой шейкой базируется в кулачках самоцентрирующего патрона с упором в торец, а крайней правой – на роликовых опорах самоцентрирующего люнета. Вместо люнета возможно использование заднего центра, если имеется центровое отверстие или центровая фаска.
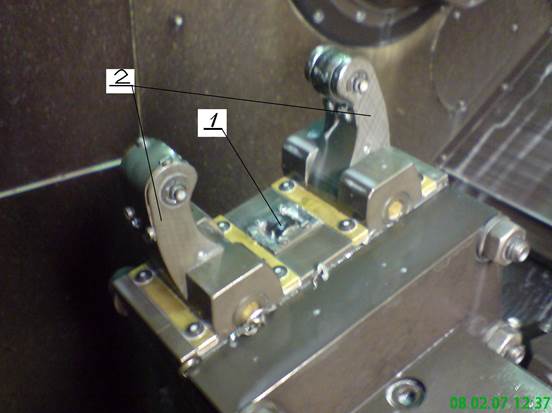
а)

б)
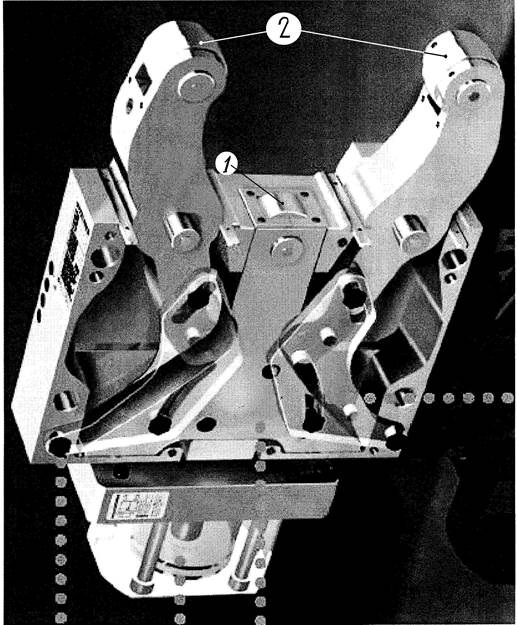
в)
Рис. 2.2. Самоцентрирующий люнет: а – общий вид; б – заготовка установлена в трехкулачковом самоцентрирующем патроне и самоцентрирующем люнете; в – схема конструкции: 1 – центральная опора, 2 – рычаги, охватывающие заготовку, 3 – задний центр (грибковый). Центральная опора и рычаги самоцентрирующего люнета оснащены роликами.
В процессе выполнения операции самоцентрирующий люнет и задний центр могут свою базирующую роль осуществлять попеременно, заменяя друг друга по необходимости. Последнее особенно рационально для обработки за один установ как наружных, так и внутренних поверхностей валов и других заготовок с центральным отверстием или выточками на торце (см. рис. 2.1). На рис. 2.3 приведен операционный эскиз подобной токарной операции.
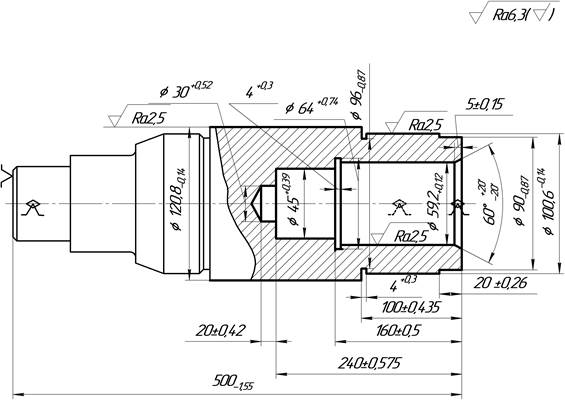
Рис. 2.3. Операционный эскиз токарной операции обработки вала, имеющего центральное отверстие, с использованием самоцентрирующего люнета и заднего центра
Остановимся на этой операции подробнее. Будем считать, что до начала точения наружные обрабатываемые поверхности, включая торец, являются черными, т. е. имеют низкую точность (прокат, поковка, литье). Центральное отверстие в исходной заготовке отсутствует. Левая сторона вала обработана на предыдущей операции. При установке заготовки короткий участок крайней левой шейки базируется в трехкулачковом самоцентрирующем патроне с упором в торец. Последнее обеспечивает ее ориентацию в осевом направлении. Крайняя правая шейка достаточного размера базируется в самоцентрирующем люнете (схема базирования на рис. 2.3 показана штриховыми линиями).
В начале операции без вращения заготовки, используя приводное устройство, сверлится центровое отверстие (до сверления предварительно может быть выполнено фрезерование торца). В образованное отверстие вводится задний центр, он начинает выполнять базирующую роль (схема базирования на рис. 2.3. показана у торца вала). После отвода самоцентрирующего люнета обтачиваются наружные поверхности. В завершении обтачивания вновь подводится самоцентрирующий люнет (к обточенной шейке диаметром 100,6 мм на рис. 2.3) и обрабатываются правый торец и поверхности, относящиеся к центральному отверстию, включая центровую фаску. Последняя будет являться базовой поверхностью при шлифовании отдельных точных шеек после закалки, азотирования или цементации.
Типовой маршрут технологического процесса изготовления вала
Исходными заготовками для валов могут быть:
- горячекатаный и холоднотянутый прокат [8, c. 171…172; 10, с. 154…161]. Разрезая прутки получают штучные заготовки. Рационально применять при малых перепадах диаметров отдельных ступеней. В единичном и мелкосерийном производстве это требование смягчается.
Для получения штучных заготовок из проката наиболее часто
- рубят пруток на прессе с использованием штампов и без них;
- разрезают прутки дисковыми пилами на фрезерно-отрезных станках;
- разрезают абразивными отрезными кругами на абразивно-отрезных станках;
- разрезают посредством лент, используя ленточно-пильные станки.
- заготовки, полученные методами пластической деформации и 'обеспечивающие приближение формы и размеров к детали, а также снижение расхода материалов (свободная ковка, штамповка (ГОСТ 7505-89) в открытых и закрытых штампах на прессах, молотах, горизонтально-ковочных машинах, периодический прокат, обжатие на ротационно-ковочных машинах, электровысадка) [8, с. 134…160; 10, с. 162…173];
- литье (заготовки из чугуна для коленчатых и распределительных валов) [12, с. 154…174].
010 Прави'льная (применяется для проката) [10, с. 160…162]
Заготовки часто правят на прессе. В массовом и крупносерийном производстве операция может производиться до отрезки заготовки. В этом случае правиться весь пруток на правильно-калибровочном станке.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 720; Нарушение авторских прав?; Мы поможем в написании вашей работы!