КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Термохимическая (или термическая)
|
|
|
|
Зубошевинговальная
Выполняется для вал-шестерен с твердостью зубчатого венца до HRCэ 33 [5, с.367; 8, с. 349…352, 12, с. 108…111] (см. типовые маршруты обработки зубчатых колес п. 4). Заготовка базируется в центрах.
Цементация или азотирование.
Объёмная или местная закалка (согласно ТУ на чертеже детали).
075 Исправление центров (центрошлифовальная)
Перед шлифованием шеек вала, обычно точнее IT 7, центровые отверстия, которые являются технологической базой для большинства операций, подвергают шлифованию коническим кругом за два установа на центрошлифовальном станке, например, мод. МВ119, МВ149, 3922Р. В единичном и мелкосерийном производстве возможна притирка или приработка центровых отверстий с использованием твердосплавных центров.
080 Круглошлифовальная
Шейки вала шлифуют на круглошлифовальных (рис. 2.9) или бесцентрово-шлифовальных станках. Обеспечивается точность IT 5…11, шероховатость Rz = 1…10 мкм [11, 14]. Как правило, базирование заготовки на круглошлифовальных станках выполняется в центрах; на универсальных круглошлифовальных - возможно шлифование в патроне. Торцекруглошлифовальные станки (мод. 3Т153Е, 3Т153ДФ2, 3Б153Т, 3Т160, 3Т160ДЛФ20, 3Т161Е позволяют с высокой производительностью выполнять одновременное шлифование цилиндрической и прилегающей торцовой поверхностей, что обеспечивает максимально высокую точность их взаимного расположения [11, 14].
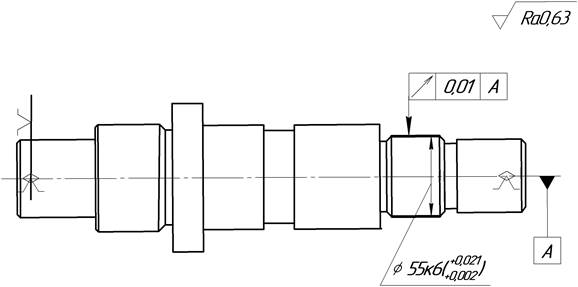
Рис. 2.9. Операционный эскиз круглошлифовальной операции
085 Шлицешлифовальная
Шлицы шлифуются [14] в зависимости от вида центрирования:
- центрирование по наружному диаметру. Шлифуется наружная цилиндрическая поверхность на круглошлифовальных станках; в случае необходимости и боковых поверхностей шлицев на шлицешлифовальном полуавтомате, например, одновременно двумя кругами с делением; впадина (внутренняя поверхность) шлицев не шлифуется;
- центрирование по внутреннему диаметру. Шлифуется поверхность впадины и боковые поверхности шлицев либо профильным кругом одновременно (рис. 2.10), либо в две операции.
Заготовка, как правило, базируется в центрах.
Используются шлицешлифовальные станки мод. 3451, 3Б451П, 3П451С, 3В451ВФ20 и др.
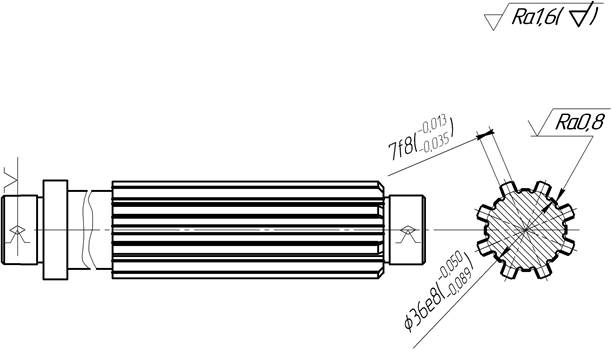
Рис. 2.10. Операционный эскиз шлицешлифовальной операции
090 Зубошлифовальная (или зубохонинговальная)
Выполняется для вал-шестерен (см. типовые маршруты обработки зубчатых колес п. 4). Заготовка базируется в центрах.
Следует обратить внимание на следующую особенность: финишные процессы зубообработки, как правило, производятся однократно до или после термической (термохимической) обработки. Например, применяют зубошевингование или зубошлифование (зубохонингование). Однако в ряде случаев рационально до закалки производить шевингование, а после ее – зубохонингование, что существенно повышает стойкость зубчатых хонов. Повышение стойкости зубчатых хонов связано со снижением уровня коробления зубьев после закалки.
Зубошлифование основной метод финишной обработки закаленных зубчатых колес выше 8-ой степени точности [5, с. 367…368; 7, с. 144…147; 8, с. 353…354; 14]. Применяются станки мод. 5Д831, 5В833, 5М841, 5А851, 5А868, 5А893С и др.
Зубохонингование целесообразно применять в серийном и массовом производстве для финишной обработки (Ra до 0,32 мкм), зубчатые венцы которых до зубохонингования не имеют значительных погрешностей (короблений), заусенцев и забоин [5, с. 368…369; 7, с.147; 8, с. 353; 12, с. 113…114]. Обеспечивается существенное повышение точности зубчатого венца, связанной с плавностью работы, что резко снижает уровень шума при эксплуатации зубчатых колес.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 585; Нарушение авторских прав?; Мы поможем в написании вашей работы!