КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Роботизация штамповки на молоте и КГШП
|
|
|
|
При штамповке на высокоскоростных молотах, когда штамповка одноручьевая, роботизация проходит просто - тогда за 1 удар робот укладывает нагретую заготовку в штамп, а затем после штамповки переносит отштампованную поковку в тару. Существенно более сложно роботизировать штамповку на паровоздушных молотах. Сложность заключается в трудности программирования требуемой энергии удара, необходимость штамповки в 1-м ручье за несколько ударов требует применения в молотовых штампах датчиков контроля заполнения гравюры штампа. Как правило, необходимо оснащать паровоздушные молоты выталкивателями поковки из нижней и верхней половины штампа.
РТК для горячей объёмной штамповки создаются главным образом на основе КГШП.
Компоновка РТК с фронтальным расположением манипулятора:
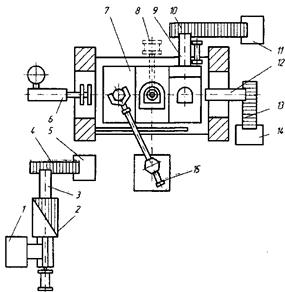
Мерные заготовки загружают в бункер автоматического загрузочного устройства 1, которое поочерёдно подаёт заготовки в индукционный нагреватель 2. Нагретые заготовки от индуктора по лотку 3 и непрерывно двигающемуся конвейеру 4 попадают на приёмный стол 5, где принимают ориентированное положение. Далее манипулятор 6 переносит заготовку на стол КГШП, где в первом ручье штампа 7 проводится осадка, во втором — штамповка и в третьем — обрезка облоя. Автоматическим устройством поковка сбрасывается на лоток 9, а с него попадает по конвейеру 10 в тару 11. Облой ПР 15 удаляется через боковое окно пресса на лоток 12, а затем по конвейеру 13 поступает в тару 14. В процессе работы установкой 8 осуществляются смазывание штампа и обдув штампов. Выталкивание поковки из ручья штампа иподъем над линией разъема для захвата рукой манипулятора проводится выталкивателем. Однако такие компоновки для некоторой номенклатуры нерациональны, так как фронтальная зона пресса должна быть свободна для выполнения технологического процесса, смены и зачистки инструмента. При этом увеличивается время выполнения операции, так как ПР обслуживает последовательно все позиции штамповки и обрезки, и требуется применение многоместных захватных устройств из-за изменения в процессе обработки формы и размеров штампуемой заготовки. РТК, с расположением манипулятора ПР у боковых окон пресса, не имеет указанных недостатков.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1201; Нарушение авторских прав?; Мы поможем в написании вашей работы!