КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прокатка стальных высокоребристых труб
|
|
|
|
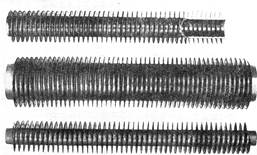 В настоящее время ребристые трубы прокатывают из углеродистых, нержавеющих и жаропрочных сталей с кольцевыми и винтовыми ребрами, толщиной стенки трубы 2 - 2,5 мм, высотой ребер 8 - 10 ммпри шаге 6 мм, внутреннем диаметре трубы, равном 20 - 40 мм (рис.18.1).
В настоящее время ребристые трубы прокатывают из углеродистых, нержавеющих и жаропрочных сталей с кольцевыми и винтовыми ребрами, толщиной стенки трубы 2 - 2,5 мм, высотой ребер 8 - 10 ммпри шаге 6 мм, внутреннем диаметре трубы, равном 20 - 40 мм (рис.18.1).
Рис.18.1 – Ребристые стальные трубы
Вследствие недостаточной стойкости деформирующего инструмента прокатка стальных труб в холодном состоянии затруднительна, поэтому наиболее рациональной является горячая прокатка. Заготовки нагревают до верхнего предела допустимых температур для стали данной марки, а сам процесс прокатки проводят на высокой скорости, так как при этом уменьшаются потери тепла за счет теплоотдачи. Скорость вращения валков рекомендуется выдерживать в пределах 150 - 250 об/мин; время нахождения металла в валках должно быть не более 2 - 3 с. При этих условиях температура в конце прокатки составляет 800 - 850°С.
При горячей прокатке стальных ребристых труб большое значение имеет технологическая смазка. В качестве смазки можно использовать смесь графита с кальцинированной содой в соотношении 2:1. Такую смазку разводят на воде до тестообразного состояния; положительным ее качеством является то, что она не горит и вследствие высокой вязкости хорошо удерживается на поверхности калибра валков.
Стальные трубы прокатывают на водоохлажденной оправке. Для облегчения схода трубы на оправке предусмотрен обратный конус. В качестве материала для оправки можно использовать сталь марки ЗХ2В8, обработанную до твердости 45 - 48 НRС.
Прокатка низкоребристых труб.
Низкоребристые трубы изготавливают из стальных бесшовных труб или труб из цветных металлов стандартных размеров. Накатку ребер осуществляют в холодном состоянии при углах подачи 3 - 5°. Формование профиля ребер выполняется витками заборного конуса валка. Чтобы уменьшить давление при прокатке, заборный конус изготовляют в виде остроугольных витков полного профиля. На выходной стороне валков обычно предусмотрен обратный конус, идентичный по профилю заборному конусу. Благодаря наличию обратного конуса разгружаются крайние витки на калибрующем участке, вследствие чего повышается стойкость валков (рис.18.2).
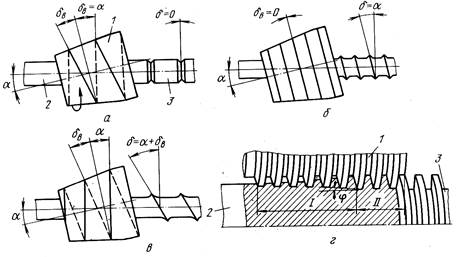
Рис.18.3 - Схема прокатки профилей в валках с винтовыми (а, в), кольцевым (б) калибрами и продольный разрез очага деформации (г) при прокатке по схеме б или в:
1 - валок; 2 - исходная заготовка; 3 – прокатный профиль; 1 и 11 – формующий и отделочный участки
Низкоребристые трубы можно прокатывать как на оправке, так и без нее. Прокатка на оправке сопровождается некоторым редуцированием трубы.
Величина усилия, которое необходимо приложить к деформируемой заготовке для получения заданного профиля ребер, зависит от условий деформации. При прокатке без оправки наибольшее развиваемое усилие не должно превосходить некоторой предельной величины, при которой начинается редуцирование трубы по диаметру. Если это усилие меньше, чем предельное, то прокатка без оправки не вызывает затруднений. Наружный диаметр оребрения трубы, прокатанной при этих условиях, превышает диаметр исходной заготовки, а диаметр отверстия уменьшается незначительно. Подобный характер деформации наблюдается при прокатке с малыми углами подачи или при использовании вкачестве исходных заготовок сравнительно толстостенных труб. Если усилие прокатки превышает предельное, то при обжатии прокатываемой заготовки происходит редуцирование трубы. В этом случае заданный профиль получить не удается.
По мере редуцирования трубы величина предельной нагрузки возрастает и можно с помощью дополнительного радиального обжатия получить трубы с полным профилем ребер, но меньшего диаметра. Пользуясь таким методом, изготовляют ребристые трубы, у которых наружный диаметр меньше диаметра исходной заготовки.
Процесс прокатки низкоребристых труб на оправке требует точной настрой-ки валков, не допускает возникновения чрезмерного обжатия, так как в этом случае труба может разрушиться. Не допускают к обработке трубы с забоинами на поверхности или недостаточно хорошо отрихтованные. Рекомендуется выбирать скорость вращения валков в пределах 80 - 150 об/мин. В качестве охлаждающей среды хорошие результаты дает веретенное масло или сульфофрезол. Перед прокаткой заготовки целесообразно подвергать травлению или другому способу очистки.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 832; Нарушение авторских прав?; Мы поможем в написании вашей работы!