КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поперечная прокатка профилей
|
|
|
|
Поперечная прокатка осуществляется в валках, оси которых лежат в одной плоскости с осью прокатываемого тела (в большинстве случаев параллельны ей) и направление вращения которых одинаково. Этот процесс используется при холодной накатке мелких резьб, обкатке цилиндрических поверхностей, холодной прокатке шариков и игл диаметром 1-6 мм для подшипников, широко распространен при горячей прокатке зубьев шестерен
и звездочек цепных передач.
Современные зубопрокатные стоны производят накатку цилиндрических шестерен с модулем 1,5—8мм диаметром до 600 мм и конических шестерен. Изготавливаются готовые шестерни пониженной точности и шестерни-заготовки для чистовой холодной обкатки или механической обработки. Производство шестерен пластической деформацией, наряду со снижением трудоемкости, повышением производительности и экономией металла по сравнению с резанием, обеспечивает также повышение эксплуатационных характеристик зубчатых передач, так как в процессе деформации волокна металла не перерезаются, а изгибаются по конфигурации зуба, металл приобретает повышенную прочность и твердость. Прокатка специальных профилей по сравнению с механической обработкой на 10 -15% сокращает расход металла ив 5 - 30раз увеличивает производительность.
Для получения цилиндрических шестерен применяются два способа прокатки (рис.18.3): с радиальной подачей валков, с осевой подачей заготовки при постоянном межосевом расстоянии валков. В обоих случаях нагрев заготовок, осуществляемый токами высокой частоты, только поверхностный — на глубину 2—3 модулей со стороны накатки зубьев, до температуры 1100—1150ºС. Формирование зубьев происходит в процессе обжатия заготовки зубчатыми валками и вытеснения металла из впадин в головку зуба, при этом диаметр исходной заготовки примерно равен диаметру начальной окружности прокатываемой шестерки.
Первый способ деформации предусматривает штучную обработку заготовок. Для точного деления поверхности заготовки на заданное число зубьев стан имеет специальный механизм с делительными шестернями, синхронизирующими вращение валков и заготовки.
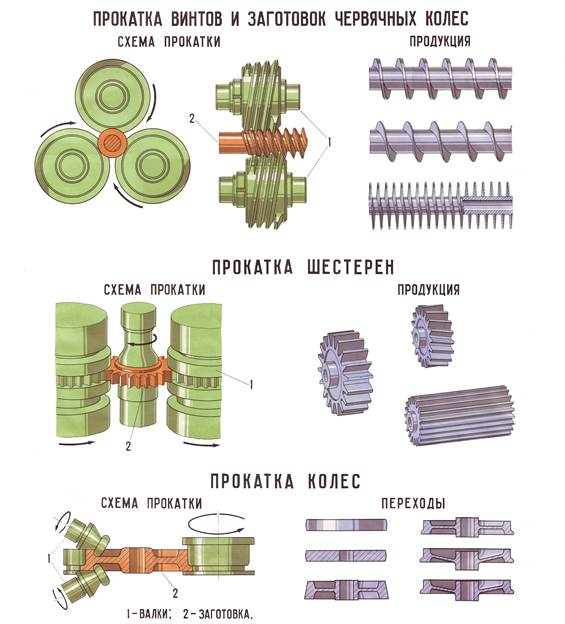
Рис.18.3 - Схемы прокатки специальных профилей
Процесс состоит из двух стадий - формирования зубьев при сближении вращающихся валков и калибрования их при наличии только вращения валков после достижения заданного межосевого расстояния. Этот способ позволяет получать шестерни с прямым, косым и шевронным зубом, многовенцовые шестерни и валы-шестерни.
Второй способ производительнее первого, но позволяет получать только обычные шестерни с прямым и косым зубом. Заготовка в виде прутка или стопка отдельных заготовок-дисков подается в валки с торца, где для облегчения захвата выполнен входной конус со срезанными зубьями. На входном конусе происходит формирование зубьев, на части валка с полными зубьями - калибрование. Делительная шестерня, установленная на верхнем центре поддерживающего заготовку суппорта, в начале процесса располагается между валками. По мере осевой подачи заготовки делительная шестерня выходит из зацепления с валками, а синхронизацию вращения осуществляет прокатанная часть заготовки. При прокатке прутка он подвергается деформации по всей длине с последующей разрезкой вне стана на отдельные шестерни. Скорость осевой подачи заготовки на современных станах составляет 6—8 мм/с.
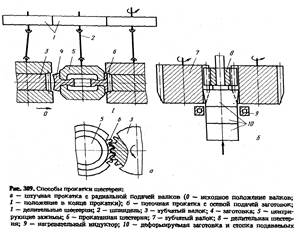
Рис.18.4
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1321; Нарушение авторских прав?; Мы поможем в написании вашей работы!