КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Прокатка изделий с винтовой поверхностью
|
|
|
|
Прокатку червяков, крупных винтов и других изделий с винтовой поверхностью производят из круглой заготовки, которую ввинчивают в межвалковое пространство, образованное двумя или тремя валками с винтовыми калибрами. Как вращательное, так и поступательное движение прутка достигаются вращением валков и соответствующим наклоном их к оси прутка (процесс поперечно-винтовой прокатки). Деформация прутка при этом происходит вследствие изменения формы витков на валках, постепенно приближающейся к требуемой конфигурации и размерам прокатываемого изделия (рис.18.9).

Рис.18.9 - Фрагмент продольного разреза валка (1) и заготовки (2) в очаге деформации
В случае применения двухвалковой схемы прокатки заготовку между валками удерживают проводками, при трёхвалковой схеме прокатки необходимость в проводках отпадает. Возможно использование валков двух типов: с кольцевыми и винтовыми калибрами. Возможна как горячая, так и холодная прокатка. При горячей прокатке увеличивается скорость и уменьшается сила прокатки. Наиболее удобным способом нагрева заготовок под прокатку является нагрев токами высокой частоты. Для углеродистых сталей температура начала прокатки составляет 1050-1100 и конца прокатки 800-850ºС. При горячей прокатке применяют технологическую смазку калибров валков. На рис.18.10 показаны некоторые виды продукции с винтовой поверхностью, получаемые прокаткой.

Рис.18.10 - Виды продукции с
винтовой поверхностью:
а – ходовой винт электробура;
б – штанго-винтовая крепь;
в – полые буровые профили;
г – заготовки червяков
Заготовки для ходовых винтов электробура нарезают из калиброванного прутка (обычно используют сталь 45) и прокатывают в двух валках. Нагрев заготовок производят токами высокой частоты в кольцевом индукторе, установленном непосредственно перед валками. Прокатанные винты обработке по профилю не подвергают.
Прокатку штанго-винтовой крепи производят из горячих заготовок на трёхвалковом стане. В качестве заготовки применяют круглый пруток из Ст3, нагрев её производят в кольцевом индукторе при выполнении температурного режима, указанного выше.
Для получения пустотелых буровых штанг в качестве исходной заготовки используют толстостенную трубу из стали 45. Валки прокатного стана расположены под углом 120º относительно друг друга и развёрнуты относительно оси прокатки на определённый угол. На бочках валков нарезаны многозаходные винтовые калибры. Заготовка захватывается валками, вращается и одновременно продвигается по оси прокатки. В готовом виде наружный диаметр профиля составляет 38-67, внутренний диаметр 22-28 мм.
Для прокатки заготовок для последующего изготовления червячных валов используют круглую заготовку, обычно из стали 45. Её нагревают до температуры 1150-1200ºС в кольцевом многовитковом индукторе. Прокатку производят в трёх валках, оси которых параллельны оси заготовки. Валки, сближаясь, обжимают заготовку, она начинает вращаться и одновременно перемещаться в направлении своей оси. После того, как один из концов заготовки полностью войдёт в валки, направление вращения валков реверсируют и заготовка перемещается в противоположном направлении. После сближения валков до заданного размера прокатку прекращают. На концах прокатанной заготовки для изготовления червяка образуются участки с неполной высотой профиля (рис.9.7 г). Длина их равна длине конической части валков. Это необходимо учитывать при определении размеров исходной заготовки.
Звёздочки цепных передач производят методом поперечной прокатки в горячем состоянии. Обработанную по торцу и наружному диаметру заготовку устанавливают в зажимной механизм специального зубопрокатного стана и нагревают за 25-30 с секторным индуктором. Базой для установки заготовки служит окончательное обработанное центральное отверстие в ней. Время и режимы нагрева подбирают таким образом, чтобы заготовка нагревалась до 1000-1100ºС только на определенную глубину. Глубина прогрева значительно влияет на течение металла в процессе деформации формируемых зубьев. Прокатку звездочек цепных передач производят двумя зубчатыми валками с радиальной подачей (рис.18.11).
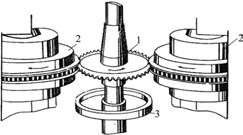
Рис.18.11 - Схема прокатки звездочек для цепных передач:
1 – звездочка; 2 – прокатные валки; 3 – кольцевой индуктор
Заготовку устанавливают по внутреннему отверстию на оправку центрального шпинделя и нагревают в кольцевом индукторе. Возможна осевая подача заготовки. Валки для прокатки звездочек имеют профиль, сопряженный с профилем прокатываемой звездочки. Во время прокатки нагрев заготовки продолжается, что предотвращает охлаждение деформируемого металла и создает благоприятные условия для его течения во впадины валка. Такие условия обеспечивают получение зубьев правильной формы с припуском 0,5 мм по профилю. Далее следует механическая обработка прокатанных звёздочек. Процесс прокатки заменяет операции зубофрезерования и скругления радиусов головки зубьев. Сокращение времени изготовления звездочек прокаткой достигает 5-7 раз.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 792; Нарушение авторских прав?; Мы поможем в написании вашей работы!