КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Калибрование шлицевых отверстий зубчатых колес
|
|
|
|
ПП
Плоские детали, изготовленные из полосовой или листовой стали, для исправления коробления после закалки и отпуска подвергают рихтовке с помощью ударов молотка. Для этого применяют обычные слесарные молотки и правильные плиты. Во избежание получения забоин на деталях применяют медные молотки. Этот способ правки вызывает наклеп и создает напряжения в детали. Правильные плиты изготовляют из чугунных отливок размером 700X 1200 или 800X 1500 мм; толщина плит обычно принимается равной 80—100 мм. Контроль коробления и деформации плоских деталей производится щупом на шлифованных плитах.
§ 50. ЭЛЕКТРОПРЕСС ДЛЯ1ПРАВКИ И ОТПУСКА
|
Некоторые детали из листовой стали, например диски сцепления, правят в специальном прессе. Диски сцепления изготовляют из углеродистой конструкционной стали марок 50, 85 или марганцовистой стали марок 50Г, 65Г; толщина материала около 3 мм, диаметр дисков 200— 250 мм. Малое сечение диска при наличии значительного количества вырезов и отверстий приводит к их короблению при термической обработке. Закалка под прессом дает неудовлетворительные результаты по твердости и короблению, поэтому для обработки дисков сцепления принят следующий технологический процесс. Диски, изготовленные из стали 50, при закалке охлаждаются в воде, а из стали 85, 50Г и 65Г — в масле без применения приспособлений; при этом они коробятся, но это коробление устраняется последующим отпуском в специальном электропрессе со штампами.
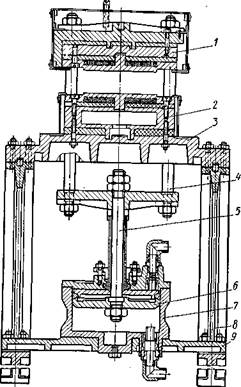
| Рис. 125. Электропресс для правки и отпуска |
Конструкция пресса показана на рис. 125. На литой раме 8 установлена плита 3. На этой плите укреплен неподвижно ниж-
ний штамп 2. В нижней части рамы помещен пневматический ци-линдр_7 с поршнем 6 и штоком 5. Этот шток при помощи направляющих скалок 4 связан с верхним подвижным штампом 1. В пневматический цилиндр подводится сжатый воздух и при помощи двухходового крана шток приподнимает или опускает верхний штамп на нижний. Внутри штампов расположено электросопротивление, в результате чего они нагреваются до температуры 250—350° С. Обычно монтируют в одной станине два пресса так, что в одном прессе деталь отпускается и правится, а в другом идет загрузка. Диск сцепления с помощью пневматического устройства зажимается между штампами. Так как штампы нагреты, то диски подвергаются отпуску и одновременно выправляются. Таким образом, коробление, полученное при закалке, устраняется. Производительность электропресса с двумя парами рабочих штампов составляет 40—80 шт/ч.
При термической обработке шлицевых зубчатых колес (цементация и непосредственная закалка) происходит деформация шлицев. В одних зубчатых колесах наружный диаметр по шлице-вому отверстию у торцов колеса увеличивается, а в середине уменьшается, в других колесах у торцов происходит уменьшение, а в середине — увеличение диаметра.
В этих случаях закаленные зубчатые колеса после отпуска проходят операцию калибрования шлицевых отверстий на гидравлическом вертикально-протяжном станке. Через шлицевое отверстие зубчатого колеса проталкивается калибровочная протяжка, состоящая от отдельных колец, постепенно увеличивающихся в диаметре на 0,003—0,005 мм и нанизанных на общий стержень. При пропускании такой протяжки через шлицевое отверстие колеса происходит выравнивание покоробленных шлицев в результате сжатия менее твердой сердцевины металла.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 990; Нарушение авторских прав?; Мы поможем в написании вашей работы!