КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Приборы для определения и регулирования углеродного потенциала
|
|
|
|
|
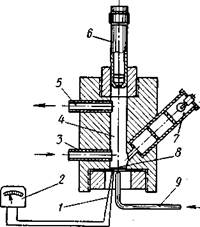
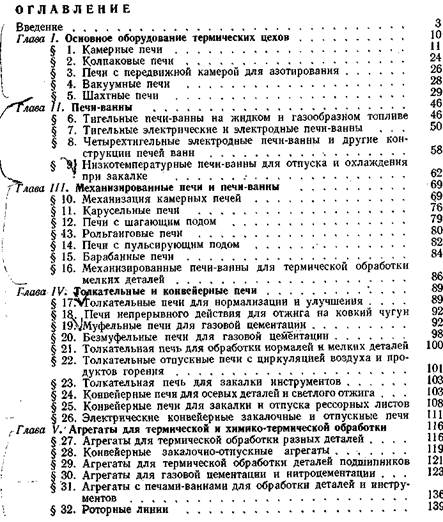
| Рис. 171. Переносный прибор для периодического контроля точки росы |
Газы при определенной температуре могут содержать определенное максимальное количество водяных паров. Если в газ ввести дополнительную порцию водяных паров, то они не смогут в нем удержаться и будут конденсироваться. Величина, определяющая содержание водяных паров в газе, называется влажностью. Влажность может быть абсолютной и относительной. Абсолютная влажность представляет собой вес водяных паров, находящихся в 1 м3 газа определенной температуры. Относительной влажностью или степенью насыщения газа называется отношение веса водяного пара, находящегося в 1 м3 газа, к максимально возможному весу водяного пара в 1 м3 при той же температуре. Для определения абсолютной и относительной влажности газов существует несколько методов. Метод определения точки росы газа по конденсации водяного пара на охлаждаемую металлическую зеркальную поверхность используется для определения углеродного потенциала контролируемой атмосферы. Определение влажности газов по температуре точки росы производится приборами, в которых металлическая зеркальная поверхность охлаждается двуокисью углерода или жидким азотом. Шкала прибора градуируется на изменение точки росы до температуры —50° С. По точке росы можно с достаточной точностью рассчитывать содержание углерода в поверхностном слое нагреваемой стали, т. е. определить так называемый углеродный потенциал атмосферы.
В процессе нагрева точка росы атмосферы может изменяться. Это может происходить вследствие изменения состава исходного газа, неудовлетворительной работы регуляторов давления перед смесительным устройством газа и воздуха, изменения температуры печи и др. НИИТАвтопром разработал переносный прибор для периодического ручного контроля и стационарный для автоматического непрерывного контроля точки росы. Схема прибора для периодического контроля представлена на рис. 171. Газ поступает в герметическую камеру 4 прибора через трубку 3 и выходит
через отверстие 5. Дном камеры является металлическое зеркало 8, которое охлаждается снизу струей углекислоты 9 из баллона. Температура зеркала измеряется припаянной к нему хро-мель-копелевой термопарой 1 и гальванометром 2.
При охлаждении зеркала происходит охлаждение газа, соприкасающегося с ним, и при достижении температуры насыщения из газа выделяется влага, которая осаждается на зеркале в виде росы. Температура зеркала в момент выделения влаги будет соответствовать точке росы исследуемого газа. Наблюдение ведется через окуляр прибора 6. На зеркало камеры под некоторым углом направляется луч света от электрической лампочки 7. Угол падения выбирается таким, чтобы отраженный луч не попадал в окуляр и наблюдатель не видел освещенную поверхность зеркала. Но когда начинается конденсация влаги, капельки воды вызывают рассеяние отраженного луча, часть отраженного света попадает в окуляр, и наблюдатель замечает светящееся пятно. В этот момент нажатием кнопки производится фиксация показания гальванометра и запись температуры точки росы. Этим прибором можно определить точку росы до температуры — 30—35° С.
Схема автоматического контроля точки росы и регулирования генератора представлена на рис. 172. Газ контролируемой атмосферы, пройдя через фильтр, поступает к двум датчикам. Последние непрерывно измеряют точку росы атмосферы и посылают электрические импульсы к регулирующим и регистрирующим приборам. Электрический импульс от левого датчика поступает в электронный регулятор температуры, который установлен на заданное значение точки росы. Если фактическая температура точки росы не соответствует заданной, то электронный регулятор подает команду на сервомотор исполнительного механизма, связанного с регулятором соотношения газ—воздух. Сервомотор автоматически поворачивает регулятор соотношения в ту или иную сторону на необходимый угол, и, таким образом, происходит регулирование точки росы на заданное значение. Правый датчик точки росы подает электрический импульс на регистрирующий прибор, где записываются значения точки росы. Все приборы, за исключением датчиков, в этой схеме являются стандартными. Работа датчика точки росы основана на поглощении влаги из газа гигроскопической солью — хлористым литием. Эта соль, помещенная в газовую среду, содержащую водяной пар, увлажняется и образует насыщенный соляный раствор. Если такой раствор нагревать, то вода будет испаряться до тех пор, пока не наступит равновесие между испаряющейся и поглощенной влагой. Температура равновесия будет находиться в зависимости от парциального давления водяного пара в газе и, следовательно, от концентрации водяного пара в газе. Таким образом, температура равновесия является мерой влажности газа, мерой точки росы. Каждому значению температуры равновесия соответствует определенное значение точки росы.
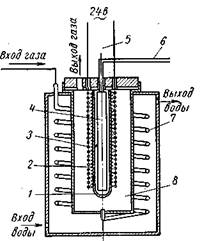
Конструктивная схема датчика показана на рис. 173. Стеклянная трубка 1 датчика обернута снаружи стеклянной тканью 2, пропитанной водным раствором хлористого лития. Может быть использована также и металлическая трубка, но в этом случае для предохранения от разъедающего действия раствора трубка снаружи покрывается эмалью. Поверх ткани имеются две золо-
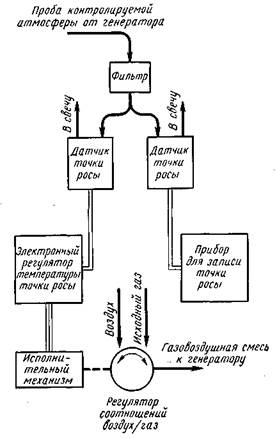
Рис. 172. Схема автоматического контроля точки росы газа
тые проволочки 3 в виде спиралей, не соединенные между собой. К ним по линии 5 подводится источник переменного тока с напряжением 24 в. В трубке установлен термометр сопротивления 4, связанный проводом 6 с регулятором температуры точки росы или же с регистрирующим прибором. Датчик помещен в камеру 8, через которую проходит исследуемый газ, предварительно охлажденный в змеевике 7. Змеевик омывается водой. Газ из змеевика входит в камеру снизу и уходит вверх.
|
При подключении источника тока к спиральным золотым электродам через них и раствор хлористого лития потечет ток и вследствие электросопротивления раствора последний начнет нагреваться, а поглощенная ранее влага испариться и уходить из камеры вместе с газом. Как только давление водяного пара, находящегося над хлористым литием, будет равно парциальному давлению водяного пара, в газе наступит состояние равновесия. Температура равновесия измеряется термометром сопротивления 4.
| Рис. 173. Схема датчика точки росы |
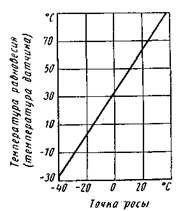
Рис. 174. Зависимостью/точки росы от температуры равновесия
Для градуировки прибора нужно знать зависимость точки росы от температуры равновесия. График этой зависимости показан на рис. 174. Для испытания необходимо, чтобы температура газа не была выше температуры равновесия, а находилась в интервале между температурой равновесия и соответствующей ей точкой росы. Например, если температура равновесия 18° С, то температура точки росы — 10° С, а температура газа должна быть в интервале от —10 до +18° С.
Так как точка росы газа может быть ниже —10° С, в конструкцию датчика вводится холодильное устройство для охлаждения газа ниже температуры равновесия.
Данные приборы используют в эндогазовых установках. Преимущество этих приборов перед другими приборами для определения влажности заключается в том, что они не требуют калибровки. Точность этих приборов зависит от точности работы вторичных приборов (термопары в ручном приборе и термометра сопротивления в автоматическом приборе).
Для определения углеродного потенциала цементующей атмосферы в шахтных печах с использованием жидких углеводородов
 применяется также прибор, основанный на изменении электросопротивления аустенита независимости от содержания в нем углерода [6]. Электросопротивление аустенита изменяется пропорционально концентрации
применяется также прибор, основанный на изменении электросопротивления аустенита независимости от содержания в нем углерода [6]. Электросопротивление аустенита изменяется пропорционально концентрации
углерода и углеродному потенциалу атмосферы. Прибор состоит из датчика, электрон-ного моста и автоматического регулирующего устройства.
Датчик (рис. 175) представляет собой тонкую проволоку диаметром 0,1 мм из технически чистого железа (0,05—0,06% С, 0,011% S, 0,003% Р, следы Си и Ni). Проволока пропущена через корундовые изоляторы и помещена в стальной цилиндрический кожух, который ограничивает поступление цементующей атмосферы к проволоке, предохраняет от механических повреждений и действия сажи. Снизу кожух открыт для прохода цементующего газа. Внутри печи находится нижняя часть датчика. На крышке печи над отверстием в ней крепится форкамера в виде стальной трубы с асбестовым сальником и верхняя часть датчика. Чувствительный элемент датчика вводится в печь и вынимается из печи через фор-камеру. При подъеме нижней части датчика он охлаждается в форкамере в цементующей атмосфере, в результате чего проволока не окисляется. Цементующий газ из фор-камеры выходит через трубку.
Рис. 175. Датчик
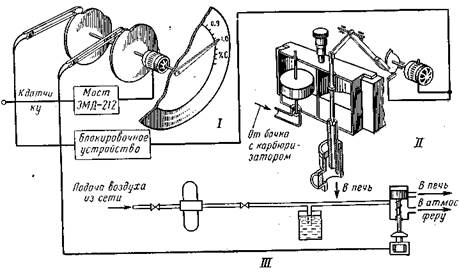
Электросопротивление датчика измеряется электронным мостом ЭМД-212, у которого шкала градуирована в показателях углеродного потенциала.
Автоматическое регулирующее устройство (рис. 176) состоит из дозатора // для подачи жидкого карбюризатора, устройства для подачи воздуха /// и позиционного регулятора /.
|
|
Для определения и регулирования углеродного потенциала используются также оптико-акустические газоанализаторы. Этот метод газового анализа основан на принципе измерения степени поглощения лучистой энергии газом. Оптико-акустические приборы позволяют производить анализ того или иного компонента
Рис. 176. Схема автоматического регулирования потенциала углерода атмосферы:
/ — дозатор; // — устройство для подачи воздуха; III — позиционный регулятор
в сложной газовой смеси. Действие этих приборов основано на принципе измерения поглощения газом инфракрасных лучей; при этом используется оптико-акустический эффект, заключающийся в звучании газа при воздействии на него прерывистого потока инфракрасной радиации. С помощью таких приборов определяют содержание окиси углерода, углекислого газа и метана в газовой смеси.
§ 65. ПРИМЕНЕНИЕ
ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫХ МАШИН И ПРОГРАММИРОВАНИЕ В ТЕРМИЧЕСКИХ ЦЕХАХ
В различных отраслях промышленности применяют электронно-вычислительные машины. Электронно-вычислительные машины применяются также и в процессах термической и химико-термической обработки. Особенно целесообразно применение электронно-вычислительных машин для процессов тазовой цементации, нитро-цементации, цианирования.
В программу электронно-вычислительной машины закладываются математические модели (алгоритмы) — уравнения, харак-
теризующие все стадии процесса. Во вторую часть программы входит контроль расчета процесса и его стратегия.
Для газовой цементации с помощью электронно-вычислительных машин определяется время, температура и состав газа, а также контролируются отдельные участки обрабатываемых деталей. Состав газа, температура, время цементации, науглероживающая способность атмосферы, углеродный потенциал и другие параметры взаимно связаны.
В электронно-вычислительную машину для расчета времени науглероживания заложен параметр, характеризующий поверхность обрабатываемых деталей. Использование электронно-вычислительных машин позволяет значительно повысить производительность оборудования, совместить обработку различных деталей, автоматизировать контроль и решить задачу подбора минимальных припусков на механическую и термическую обработку.
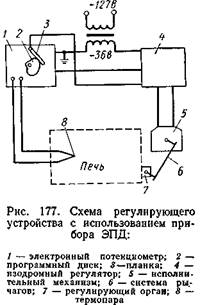
В некоторых сложных процессах термической обработки подъем температуры, выдержка и снижение температуры должны совершаться через определенные интервалы времени. Для таких процессов необходимо применять программное регулирование, т. е. регулирование процесса по заранее установленному режиму. Это осуществляется специальными приборами, которые называются программными терморегуляторами. Терморегуляторы представляют собой потенциометры обычного типа с дополнительным устройством в виде копира, по которому проходит кулачок или щуп, связанный с приспособлениями включения и выключения электрической энергии или подачи топлива.
Простым устройством (рис. 177) для обеспечения программного регулирования по одной зоне печи является приспособление к потенциометру ЭПД [28]. На оси потенциометра устанавливается профилированный диск из бронзы, латуни или меди, толщиной 0,5 мм. Контур диска повторяет программу температуры в масштабе дисковой диаграммы потенциометра. Диск крепится штифтами вместе с диаграммной бумагой. Полезный оборот диска рассчитан на 24 ч. На оси держателя пера устанавливают планку. В потенциометр дополнительно встроен реостатный датчик. При вращении профилированного диска угол поворота планки меняется. В цепи реостатного датчика, который находится на одной
|
оси с планкой, появляется напряжение разбаланса. Сигнал разбаланса поступает через изодромный регулятор ИР-130 на исполнительный механизм ИМ-2/120, связанный с регулируемыми органами-рычагами. Таким образом, вследствие изменения угла поворота оси ИМ-2-2/120 происходит регулирование процесса горения в печи. В других случаях программное регулирование ведется с электрической передачей программы.
Автоматическое программное регулирование индукционного нагрева [36] основано на следующем: режим индукционного нагрева стабилизируется и регулируется по электрическим параметрам индуктора (его току или напряжению), а не по параметрам генератора; цикл нагрева разбивается на несколько (от 5 до 24) этапов, каждый из которых имеет свой электрический режим индуктора (изменяется режим работы индуктора по заранее выбранной программе).
Для установления программы выбирают кривую, наиболее подходящую для получения оптимальных свойств нагреваемой детали. Устройства, которые задают программу изменений тока или напряжения индуктора в течение цикла нагрева, стабилизируются с высокой точностью (0,5—1%). Это позволяет обеспечить хорошую повторяемость выбранного режима. При поверхностной закалке с глубинным индукционным нагревом для сталей пониженной прокаливаемости и регламентированной прокаливаемости глубина нагрева составляет 5—25 мм. Для избежания перегрева поверхностных слоев применяют индукционный нагрев с изотермической выдержкой. Длительность выдержки принимается из условий прогрева деталей на заданную глубину до надкритических температур.
Термическая кривая такой формы получается программным ступенчатым регулированием. Процесс нагрева разбивается на несколько этапов, а ток индуктора или напряжение на его зажимах последовательно от этапа к этапу снижается.
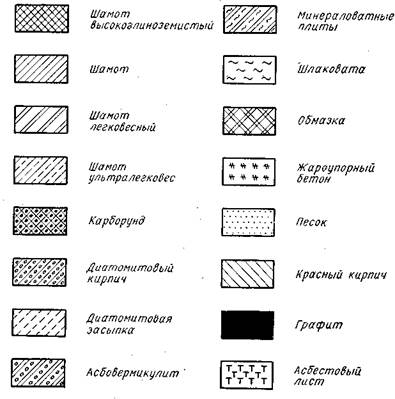
ПРИЛОЖЕНИЕ
Условные обозначения материалов для футеровки печей
ЛИТЕРАТУРА
1. АльтгаузенА. П. и Ганжа К-Г. Основные направления механизации электротермического оборудования. Отделение научно-технической информации, стандартизации и нормализации в электротехнике Государственного комитета по электротехнике при Госплане СССР, М., 1965.
2. Архаров В. И. Окисление металлов при высоких температурах. М.—С, Металлургиздат, 1945.
3. Б а р к С. Е., К у в ш и н н и к о в Л. В. и др. Радиационная труба — нагревательный элемент для печей с контролируемыми газовыми средами. «Металловедение и термическая обработка металлов», 1963, № 6.
4. Б и р ю к о в а В. Н. Охлаждающая способность расплавов солей и щелочей, содержащих воду. «Металловедение и термическая обработка металлов», 1967, № 11.
5. Блантер М. Е., Кулаков И. А. и др. Закалка в водо-воз-душных смесях «Металловедение и термическия обработка металлов», 1958, № 12.
6. Брунзель Ю. М., Р е г и р е р 3. Л. и др. Автоматическое регулирование потенциала углерода при газовой цементации. «Металловедение и термическая обработка металлов», 1962, № 11.
7. В а р ы г и н Н. Н. Кипящий слой — новая закалочная среда с регулируемой охлаждающей способностью. «Металловедение и термическая обработка металлов», 1961, № 6.
8. Власов М. Д. Роторы для термической обработки. Сб. под ред. Л. Н. Кошкина, Машгиз, 1960.
9. В о р о б ь е в В. Г. Термическая обработка стали при температуре ниже нуля. М., Оборонгиз, 1954.
10. Г у т м а н М. Б., М а л ь т е р В. Л., и др. Электрические печи с нагревом в кипящем слое. «Электротермия», 1968, № 73—74.
11. Г у т М а н М. Б., М и х а й л о в Л. А. и др. Распределение температур в рабочем пространстве глубоких соляных ванн. «Металловедение и термическая обработка металлов», 1964, № 9.
12. Е р о х и н А. П. и С а м о х и н И. П. Механизация и автоматизация в термических цехах. М., Машгиз, 1953.
13. К а л и н и н А. Т. Типовая контролируемая атмосфера для безокислительного нагрева и химико-термической обработки стали. «Технология автомобилестроения», 1955, № 5.
14. К а л и н у ш к и н М. П. Вентиляторные установки, М., изд-во «Высшая школа», 1967.
15. К а у ф м а н В. Г., П ы л а е в В. М. и др. Однофазные соляные ванны, «Электротермия», 1968, № 71.
16. К и ф е р Л. Г. и Абрамовичи. И. Грузоподъемные машины. М., Машгиз, 1957.
17. Кр ы л о в П. А. Электрические соляные печи и ванны, М.—Л., Гос-энергоиздат, 1962.
18. Лозинский М. Г. Промышленное применение индукционного нагрева М., изд-во АН СССР, 1958.
19. М и х е е в М. Н. Магнитный контроль качества термической и термохимической обработки стальных изделий при помощи коэрцитиметра. Труды института физики металлов, вып. 12, АН СССР, 1949.
20. Общемашиностроительные типовые и руководящие материалы. Термическое и нагревательное оборудование для машиностроения, ч. I, II, IV, НИИМАШ, М., 1966.
21. Общемашиностроительные типовые и руководящие материалы. Типовая технология термической обработки металлообрабатывающего инструмента, ч. 2, НИИМАШ, М., 1968.
22. Пелевин Г. И. иМедзинскаяД. В. Автоматизация процессов термической обработки режущих инструментов. «Металловедение и термическая обработка металлов», 1966, № 8.
23. Р а у з и н Я. Р- Термическая обработка хромистой стали. М., Машгиз, 1963.
24. Р у с т е м С. Л. Оборудование и проектирование термических цехов. М., Машгиз, 1962.
25. Р у с т е м С. Л. Новые виды печного оборудования. М., НТО Маш-пром, 1962.
26. РустемС. Л. и ГаращенкоА. П. Оборудование, механизация и автоматизация в термических цехах. М., Машгиз, 1967.
27. Р у с т е м С. Л. Современное оборудование для термической обработки. Сб. докладов Всесоюзной конференции «Прогрессивные методы термической обработки металлов», М., 1966.
28. Рыжков Г. М. и С о ш и н П. И. Программное регулирование при термической обработке. М., Металлургия, 1964.
29. Смольников Е. А. иЖданова Ф. И. Соляные ванны для термической обработки изделий. Справочник под ред. Ю. А. Геллера, М., Машгиз, 1963.
30. Справочник по технике безопасности и производственной санитарии. Т. I, II и III, изд-во «Судостроение», 1965.
31. ФроловичЕ. Н. и Густава А. А. Автоматические роторные машины и линий для выполнения термических и химических операций. Киев, изд-во «Знание», 1964.
32. Цетлин Б. В. Безопасность труда в термических и гальванических цехах. Изд. 2-е, М., Профиздат, 1959.
33. Ч е р в я к о в Ф. Я- Термическое оборудование. М., ЦБТИ, 1962.
34. Ш а п и р о А. А. Прогрессивная технология химико-термической обработки. НТО Машпром. М., 1964.
35. Шепеляковский К- 3. и РыскинС. Е. Техника применения высокочастотного нагрева. Машгиз, М., 1949.
36. Шепеляковский К-3. Поверхностная закалка сталей пониженной прокаливаемости при глубинном индукционном нагреве. М., изд-во «Машиностроение», 1968.
37. Ш м ы к о в А. А. и М а л ы ш е в Б. В. Контролируемые атмосферы. М., Машгиз, 1953.
38. Электротермическое оборудование. Справочник под ред. А. П. Альт-гаузена и др., М., изд-во «Энергия», 1967.
39. Э с т р и н Б. М. Производство и применение контролируемых атмосфер. М., Металлургиздат, 1963.
40. Furnace abmospheres and carbon Control American Society for Metals, 1964.
41. Metals Handbook, volume 2, Heat Freating, cleaning and finishing, American Society for Metals, Ed. 8, 1964.
|
|
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1455; Нарушение авторских прав?; Мы поможем в написании вашей работы!