КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Види зносу і руйнувань валків 1 страница
|
|
|
|
Валки є основним інструментом для подрібнення зерна, тому від їх стійкості і працездатності залежать продуктивність і техніко-економічні показників.
Відомо, що при деформації металу в калібрах на контактних поверхнях виникають сили тертя, що викликають знос робочих поверхонь валка. Внаслідок великого тиску зерна на валки і високої температури в зоні контакту валка з зерном, що відбувається тепловий знос. Розтріскування поверхні погіршує відведення тепла від точок контакту, що збільшує тепловий знос. Величина теплового зносу залежить від міцності металу при підвищених температурах: чим менше знижуються механічні властивості при нагріванні, тим краще матеріал пручається тепловому зносу.
Вплив підвищених температур, води і повітря, а також пластична деформація поверхневих шарів викликають окислювальний знос робочої поверхні валка. Як відомо, при окислювальному зносі одночасно протікають два процеси: мікропластичної деформація поверхневих шарів і дифузія кисню в пластично деформовані обсяги металу. Окислювальний знос у валках розвивається особливо інтенсивно внаслідок пульсуючого контакту підчас подрібнення.
Особливо значне подрібненню відзначається при великосортних сортах зерна. Внаслідок цього на валках, крім теплового та окислювального, спостерігається абразивний знос, частка якого в загальному зносі валків збільшується за наявності окалини на поверхні металу, що подрібнюєця. При абразивному зносі відбуваються процеси мікропластичної деформування і зрізання поверхневих шарів металу твердими абразивними частинками.
Злам бочки валка буває прямим і косим. Прямий злам бочки можливий при порушеннях термічного режиму служби валків, перегрів бочки внаслідок недостатнього охолодження, швидкому розігріві холодних валків, значному місцевому перегріві. Наприклад, при поломці муфти валок зупиняється і перегрівається за рахунок тепла залишився в калібрі розкату. При цьому в тілі валка виникають значні напруги, що призводять до поломки. Іноді, допустивши деякий перегрів бочки, відразу дають сильне охолодження - валок лопається, часто навіть на холостому ходу.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.07.00.000 ПЗ |
а) неправильній укладанні валків, наприклад при значному перекосе їх у сусідніх клітях, коли валки відчувають нерівномірні вигини; б) незадовільну якість валкового металу; в) зосереджених динамічних навантаженнях, які викликають сколювальні напруги.
Слід зазначити, що злам від перегріву (зазвичай рівний) проходить майже строго посередині бочки перпендикулярно осі валка. Характер зламу від перегріву і перебільшених перегріву однаковий; їх розрізняють за кольором і температурі в перетині зламу. У першому випадку колір перетину зламу гарячого валка блакитний, у другому блакитний колір відсутній і температура в зламі бочки валка порівняно низька.

Рисунок 7.1 ̶ Деякі види зламу валків: а - косою злам валка по шийці; б - злам шийки валка від скручування; в - злам валка від втоми металу
При перегрів шийка скручується ламається по перетину тіла, як показано на рис. 1, б. Слід підкреслити, що злам шийки валка ніколи не буває рівним, подібно зламу бочки. Нерідко поломка валка відбувається в результаті «втоми»
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.07.00.000 ПЗ |
Втомою металів називається процес, що відбувається в них при багаторазовому додатку навантаження і у відомих умовах (зовнішні надрізи, неоднорідність структури, стан поверхні) приводить до раптового (крихкому) руйнуванню. Властивість металів чинити опір руйнуванню від втоми називають витривалістю.
Форма втомленого зламу валка - чашоподібна (рис. 1, в), напрямок зламу - від шийки валка в сторону бочки. Перетин валка в зламі, зруйнованого від втоми металу, крім характерної форми, відрізняється також кольором: середина чаші, біля самої основи шийки валка, більш темного кольору, ніж колір решті площини зламу.
На відміну від звичайного руйнування, що виникає при одноразовій або повторюваних невелике число раз навантажень, втомне руйнування відбувається без зовнішніх ознак пластичної деформації навіть у самих пластичних металів.
За механізмом протікання процесу втомне руйнування відрізняється від руйнування при одноразовій статичному навантаженні тим, що носить виборчий характер. Зовнішнім проявом втоми металів є виникнення та поширення при багаторазових навантаженнях характерного вигляду поверхневих тріщин. Їх виникнення обумовлено тим, що поверхневі шари валка при роботі більш навантажені, ніж глибинні шари металу, оскільки першими сприймають різні навантаження при подрібнені (статичні, динамічні, теплові та ін.).
Тріщини втоми з'являються не відразу; виникнувши, вони поступово заглиблюються всередину валка по його перетину, поки ослаблення останнього не призведе до раптового руйнування металу. Руйнування від втоми здебільшого відбувається в напрямку, перпендикулярному дії найбільших розтягуючих напружень. Відмінна риса зламу від втоми - наявність двох зон: 1) зовнішнього кільця з характерною затертої поверхнею дрібнозернистого будови
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.07.00.000 ПЗ |
Втомне руйнування може початися одночасно в декількох місцях.
На зламах поверхню втомної тріщини носить назву «зони втомного руйнування» на відміну від зони «остаточного (крихкого) руйнування» іншої частини.
Зона остаточного руйнування являє собою ту частину зламу, яка відповідає останній стадії зламу валка, вже ослабленого тріщиною втоми.
Форма і розташування обох зон залежить від умов і величини змінних навантажень, властивостей металу та ін.
Механізм руйнування металу від втоми можна представити таким чином. Під впливом змінної по знаку навантаження на валок міцність окремих зерен, розділених різними плівками, прошарками, порами і неметалевими включеннями, поступово зменшується.
З часом ці зерна в площинах найбільшої слабини починають руйнуватися, що призводить до утворення мікротріщин, які в процесі роботи все більше і більше збільшуються, захоплюючи сусідні зерна, потім окремі ділянки металу. Процес виникнення, розвитку та злиття мікротріщин в одну велику тріщину (макротріщин) носить назву «втомленого розпушення» при циклічних навантаженнях. Коли опір металу в даному перетині досить слабшає, відбувається миттєвий злам або розрив металу від втоми.
Дефекти валків станів холодної прокатки ділять на дві групи: дефекти, що виникають при виготовленні, і дефекти, що виникають при експлуатації.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.07.00.000 ПЗ |
| Операція, при якій виникають дефекти і пошкодження | Види дефектів та пошкоджень |
| Виплавка і розливання | Неметалеві включення, флок, пористість, полон, ізоляція, раковини |
| Ковка | Карбідна сітка, раковистий і кам’яно подібний злам, великі блискучі плями в зламі, дендритна структура, закови, тріщини |
| Механічна обробка | Кільцеві ризики на внутрішньому каналі, підрізи в місцях сполучень, зсув осьового каналу, несквозной центровий канал, сітка шліфувальних тріщин, невідповідність розмірів кресленням |
| Термічна обробка | Низька або нерівномірна твердість, мала глибина активного шару, неоднорідна структура, підвищена крихкість, незадовільна мікроструктура загартованого шару (крупноігольчатий мартенсит, залишковий аустеніт, скупчення карбідів і карбідна сітка), великі залишкові напруги, гартівні тріщини, низька міцність металу у внутрішнього каналу |
| Експлуатація | Поломки, відшаровування, тріщини, навари, місцеві відбитки (порізи, вм'ятини, вдавлинами, «хвости»), вироблення бочок, місцеві перегріви, вигин (та інші ушкодження) шийок, задираки, забоїни, лампаси, знос активного шару |
В процесі експлуатації робочі валки виходять з ладу з наступних причин:
- Знос -60... 80%;
- Сітка розпалу -10%;
- Поломка, відшарування - 10... 30%.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.07.00.000 ПЗ |
Ремонт валків здійснюється методами наплавлення, металізації, перезакалки, пластичним деформуванням, перешліфовка. Основним методом відновлення є наплавлення.
Рисунок 2.2 ̶ Схема процесу електрошлакового наплавлення; 1-лектрод, 2-ванна, 3-металева ванна, 4- заповнена ванна, 5-форма, 6-поверхня валка.
B просторі, утвореному наплавлювальної поверхнею 6 і формує пристроєм 5, створюється ванна розплавленого флюсу-шлаку 2, в яку безперервно подається металевий електрод 1. Струм, проходячи між електродом і наплавляється вироб, нагріває розплавлений шлак і підтримує високу температуру і електропровідність. Шлаки розплавляє електрод і оплавляє поверхню виробу. Нижче шлакової ванни утворюється металева ванна 3, яка, затвердився, дає шар, міцно сплавлений c металом вироби (основним металом). Формує пристрій охолоджує поверхню металевої ванни і одночасно утримує металеву і шлакову ванни. Процес наплавлення починають на графітових, мідних або сталевих підкладках. Формуючий пристрій у вигляді охолоджуваного водою мідного повзуна повільно переміщується вгору c допомогою спеціального механізму.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.07.00.000 ПЗ |
Рекомендована технологія відновлення валків наступна:
1. Для відновлення вибираються робочі валки, що виробили повний ресурс і виведені з роботи з причини природного зносу і відшаруванню.
2. Перед наплавленням проводиться підготовка поверхні бочки валка обробкою нарізанням на верстатах.
3. Попередній підігрів перед наплавленням здійснюється в печі в горизонтальному положенні. Температура нагріву 600... 650 °С зі швидкістю нагріву 20...25 °С / год.
4. Наплавлення проводиться таким чином валок встановлюється у вертикальному положенні в кристалізатор на нижню опору, затискається зверху. Заливається розплавлений шлак і подається дріб в кристалізатор. Наплавлення проводиться або при переміщенні кристалізатора уздовж нерухомого валка, або при нерухомому кристалізатора переміщенням валка.
5. Після наплавлення виробляється термообробка валка в печі. Термообробка включає нормалізацію, циклічне охолодження і уповільнене охолодження в термостатах.
6. Після охолодження валка проводиться його механічна обробка на верстатах.
7. Остаточний контроль проводиться або на контрольному стенді
або на верстаті з контролем твердості бочки, якості наплавлення, геометричних параметрів.
| Зм. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
| Розробив |
| Третяк М.В |
| Перевірив |
| Консульт. |
| Н. Контр. |
| Затвердив |
| ОХОРОНА ПРАЦІ |
| Літ. |
| Листів |
| ГК ТНТУ ім. Івана Пулюя ЦК ОХВ Група М-41 |
Основні правила техніки безпеки у виробничих цехах та при роботі з проектованим обладнанням.
При розробці даного питання дипломник повинен конкретно охарактеризувати вимоги безпеки з точки зору небезпеки і шкідливості, передбачити методи і способи захисту робітників від їх впливу.
При монтажі, експлуатації та ремонті обладнання підприємств харчової промисловості широко використовується ручна праця. При її використанні існує значна небезпека травмування робітників (поранення рук, забійні місця, опіки, і т.д.).
У відповідності з визначенням ГОСТ 12.0.002-74 - виробнича небезпека це можливість дії на працюючих небезпечних і шкідливих виробничих факторів. До небезпечних виробничих факторів відносяться фактори, дія яких на працюючих спричиняє травми, а до шкідливих - фактори, які спричиняють захворювання.
Згідно ГОСТ 12.0.0.03-74 небезпечні і шкідливі виробничі фактори поділяються по природі дії на такі групи: фізичні, хімічні, біологічні, і психофізіологічні.
Група фізичних небезпечних і шкідливих виробничих факторів поділяється на такі підгрупи:
а) рухомі машини і механізмі, незахищені рухомі частини (елементи) виробничого обладнання, засоби для переміщення, заготовки, матеріали;
б) підвищена, або понижена температура повітря робочої зони;
в) підвищений рівень шуму на робочому місці;
г) підвищена, або понижена вологість повітря;
д) підвищена, або понижена швидкість руху повітря;
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
ж) небезпечна напруга в електромережі;
з) підвищений потенціал статичної електрики;
і) відсутність, або недостатність природнього освітлення;
к) недостатнє освітлення робочої зони;
л) підвищена яскравість світла;
м) понижена контрастність;
н) підвищена пульсація світлового потоку.
Група хімічних небезпечних і шкідливих виробничих факторів поділяється на такі підгрупи:
а) по характеру взаємодії на організм людини (загальнотоксичні, подразнюючі, канцерогенні, мутагенні);
б) по шляху проникнення в організм людини: через дихальні шляхи, кишково- шлунковий тракт, шкіру.
Група біологічних небезпечних і шкідливих виробничих факторів включає біологічні об'єкти, дія яких на працюючих викликає травми і захворювання, поділяється на такі підгрупи:
а) мікроорганізми (бактерії, віруси);
б) макроорганізми (рослини, тварини).
Груша психо-фізіологічних небезпечних і шкідливих виробничих факторів по характеру дії поділяється на такі підгрупи: фізичні і нервовопсихічні перевантаження.
Серед небезпечних виробничих факторів особливо небезпечні шкідливі речовини.
У відповідності з ГОСТ 12.1.007-76 шкідливою речовиною називається речовина, яка при контакті з організмом людини у випадку порушення вимог безпеки може викликати виробничі травми, профзахворюваня, або відхилення стану здоров’я, як в процесі роботи, так і віддалені роки життя теперішнього і наступного поколінь.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
Серед виробничих небезпек на одне з перших місць висувається проблема нервового перевтомлення, тобто психо-фізіологічні фактори,
Види заземлення і його розрахунок.
Захисне заземлення передбачає електричне з'єднання з землею неструмоведучих частин обладнання, які випадково (при пробиванні обмотки) можуть опинитися під напругою.
Людина включається в електричний ланцюг паралельно заземленню, і чим більший опір людини в порівнянні з опором заземлення, тим менший струм протече в ній.
Заземленню підлягають всі металеві частини електрообладнання і устаткування, які можуть опинитися під напругою через пошкодження електроізоляції.
Заземленням називається провідник (сталевий стержень, труба, або полоса), який знаходиться в безпосередньому контакті з грунтом. Заземленням можуть бути забиті в землю стержень Ø 10...12 (мм), і довжиною 2,5 (м), труба 0 ЗО...50 (мм), або кутниковий профіль 40x40x5 довжиною 2,5 - 3,0 (м).
Для облаштування зовнішнього контура заземлення риють траншею глибиною 0,6 - 0,7 (м), на віддалі 2...2,5 (м), від зовнішніх стін будівлі, і в неї забивають стержні.
Опір одиночних заземлювачів залежить від геометричних параметрів, глибини вкладання і питомого опору грунту.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
б) 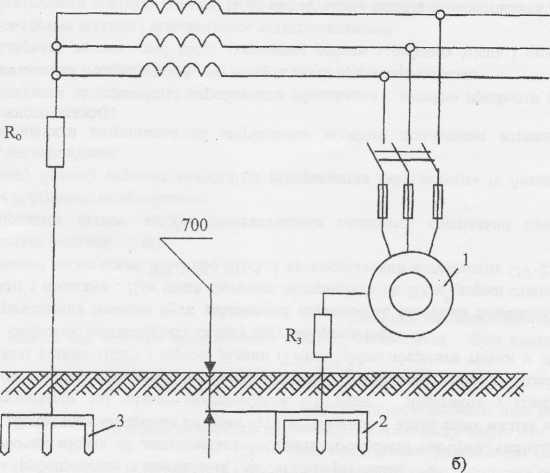
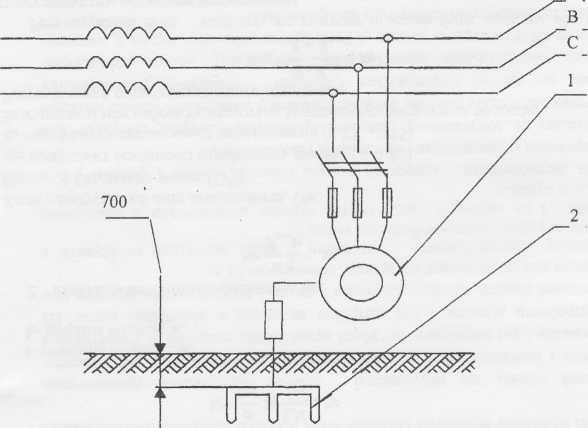
Рисунок 7,1 ̶ Принципова схема захисного і робочого заземлення:
а - в мережі з ізольованим нейтральним проводом до 1000 В і вище; б - в мережі заземленим нейтральним проводом вище 1000 В; 1 – заземлююче
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
Для того щоб правильно визначити кількість одиничних заземлювачів і їх результуючий опір, необхідно насамперед визначити який тип заземлення і на якому грунті проводиться. Якщо захисне заземлення проводиться трубчатими або стержневими заземлювачами забитими в однорідний грунт тоді:
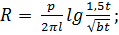
1. а) опір розтікання струму одиничних заземлювачів вираховують за формулою:[10,11];
 (8,1)
(8,1)

де, р - питомий опір грунту, (Ом*м). В середньому складає для піску - 550, суглинку - 100, глини - 40, чорнозему - 200 (Ом *м);
l - довжина заземлювача, 2,5, (м);
h - глибина початку закладання стержня від рівня грунту до його середини 0,6 – 0,7, (м);
 - радіус стержня 0,1, (м).
- радіус стержня 0,1, (м).
б) для стержня на рівні грунту;
 (8,2)
(8,2)
 (м),
(м),
де, d- діаметр стержня Ø 10 – 12, (мм).
в) опір розтікання струму одиночних заземлювачів, виконаних з металічної полоси закладеної в грунт вираховують по формулі:
 (8,3)
(8,3)
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |

де, t- товщина полоси 0,7, (м);
Ь- ширина полоси 0,5, (м).
2. Кількість необхідних заземлювачів:[10,12];
 (8,4)
(8,4)

де,  допустимий опір заземлювача, (Ом);
допустимий опір заземлювача, (Ом);
4 (Ом), згідно вимог ПУЗ;
 коефіцієнт сезонності (приймають рівним 1... 1,85);
коефіцієнт сезонності (приймають рівним 1... 1,85);
 коефіцієнт екранування заземлювачів (0,65...0,85).
коефіцієнт екранування заземлювачів (0,65...0,85).
Тоді, приймаємо 2 заземлювача.
Заземлювачі між собою з’єднаються зварюванням металевою полосою.
Результуючий опір заземлюючого пристрою:
 (8,5)
(8,5)

Заходи по охороні навколишнього середовища.
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
Безвідходна технологія - ефективна форма захисту навколишнього середовища. Це комплекс міроприємств в технологічних процесах від обробки сировини до використання готової продукції, в результаті чого кількість шкідливих викидів скорочується до мінімуму.
На даний час визначилось чотири основних напрямки в створенні безвідходних технологічних процесів:
- розроблення безстічних технологічних систем і водозворотніх циклів на базі існуючих і перспективних способів очищення стічних вод;
- перероблення відходів виробництва і споживання;
- розроблення і впровадження принципово нових технологічних процесів, які дозволяють виключити утворення основної кількості відходів;
-створення територіально - промислових комплексів із замкнутою структурою матеріальних потоків сировини і відходів у середині комплексу.
До всебічного впровадження безвідходної технології важливим напрямком екологізацїї промислового виробництва потрібно рахувати: вдосконалення технологічних процесів, створення нових екологічнобезпечних процесів, розроблення нового обладнання з низьким рівнем викидів домішок і відходів в навколишнє середовище, заміну токсичних відходів нетоксичними і заміну неутилізованих відходів на утилізовані, застосування апаратів і систем, які зменшують вплив на природу.
До пасивних методів захисту відносяться пристрої і системи захисту навколишнього середовища, які застосовуються для очищення вентиляційних і технологічних викидів від шкідливих домішок, розсіювання їх в атмосфері, очищення стічних вод, глушення шуму зменшення рівня інфразвуку, ультразвуку і вібрації на шляхах їх поширення, екранування джерел енергетичного забруднення навколишнього середовища, захоронення,
| Змн. |
| Лист |
| № докум. |
| Підпис |
| Дата |
| Лист |
| ДП 1886/11.08.00.000 ПЗ |
|
|
|
|
|
Дата добавления: 2015-07-13; Просмотров: 619; Нарушение авторских прав?; Мы поможем в написании вашей работы!