КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологии термоводородной обработке и эффект водородного пластифицирования
|
|
|
|
Снизить трудоемкость производства, а также увеличить коэффициент использования металла при изготовлении полуфабрикатов и изделий можно за счет обоснованного выбора химического состава сплава и его структурного состояния, обеспечивающих, с одной стороны, понижение температуры или усилий деформации, а с другой - получение требуемого комплекса свойств.
Однако понизить усилие деформирования возможно не только сочетанием легирования постоянными химическими элементами и термической обработки для усовершенствования существующих и при создании новых титановых сплавов, но и проведением специальных видов обработки. Одним из таких видов обработки является водородная технология, основанная на временном легировании сплавов водородом на технологической стадии изготовления полуфабрикатов и изделий
[35].
Для изучения влияния водорода на температуру деформации, усилие прессования, структуру, текстуру и комплекс механических свойств готовых полуфабрикатов был выбран наиболее широко применяемый в промышленности (α+β)-сплав ВТ6. Он обладает достаточно высокими прочностными характеристиками и низкой технологической пластичностью вследствие повышенного содержания алюминия (около 6%), что обусловливает необходимость использования горячей пластической деформации.
Прессование заготовок из сплава ВТ6 обычно проводят в температурном интервале Ас3±50°С. Деформация при температурах выше Ас3 значительно облегчает процесс прессования, однако последующее охлаждение до нормальной температуры приводит к формированию грубопластинчатой структуры заготовок, и снижению механических свойств, особенно технологической пластичности, а понижение температуры деформации - к резкому возрастанию усилий прессования.
Известно, что водород, являясь сильным b-стабилизатором, позволяет либо уменьшить усилия деформации, либо понизить температуру деформации без изменения усилий.
Пластичность и усилия деформации зависят от содержания водорода в сплаве и температуры испытаний [35]. Для того, чтобы определить оптимальное содержание водорода, обеспечивающего максимальное снижение усилий деформации, на первом этапе работы было исследовано влияние водорода на величину удельного усилия сжатия образцов из сплава ВТ6 при различных температурах.
исследования проводили при температурах в интервале от 880°С
(Ас3-50°С) до 700°С на образцах Æ10´13 мм, вырезанных из горячекатаных прутков сплава ВТ6 как в исходном состоянии без водорода, так и предварительно подвергнутых наводороживанию от 0,05 до 0,9 масс. %.
Анализ полученных результатов показал, что введение водорода до 0,2% позволяет снизить уровень значений удельного усилия сжатия на величину до 63%. Однако дальнейшее повышение концентрации водорода до 0,9% приводит к уменьшению эффекта водородного пластифицирования сплава, и уровень значений удельного усилия сжатия снижается на величину до 10%, что связано с протеканием процессов деформации при температурах b-области, где водород действует как твердорастворный упрочнитель.
Кроме того, дополнительное легирование сплава водородом оказывает влияние на характер деформационного поведения образцов. Увеличение степени деформации до 5% сопровождается некоторым ростом удельных усилий сжатия независимо от наличия и концентрации водорода в сплаве, что обусловлено накоплением дефектов, а, следовательно, деформационным упрочнением сплава.
Таким образом, проведенные исследования показали, что минимальное усилие сжатия при температуре 880°С наблюдается в сплаве ВТ6 при введении 0,15% водорода. В то же время, при температуре деформации 800°С минимальное удельное усилие сжатия (q) наблюдается при введении 0,25% водорода, и это значение сопоставимо со значениями q для образцов без водорода при температуре деформации 880°С.
Основываясь на результатах исследований для проведения процесса прессования заготовок из сплава ВТ6, было выбрано три концентрации водорода (0,15, 0,2 и 0,25%) и, соответственно, три температуры деформации: 880, 850 и 800°С.
Для проведения прессования были использованы заготовки из сплава ВТ6 размером Æ90×200 мм, полученные радиально-винтовой прокаткой. Часть заготовок испытывали с исходным содержанием водорода (0,005% водорода), а часть насыщали водородом до концентраций 0,15, 0,2 и 0,25% в установке Сивертса при температурах 880, 850 и 800°С, соответственно.
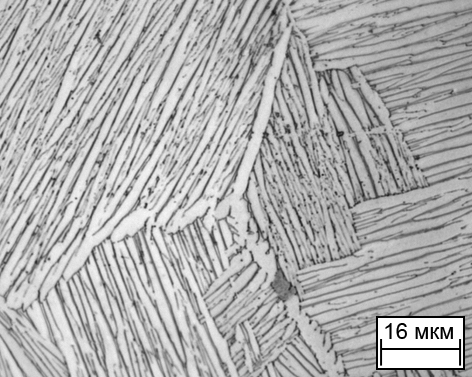
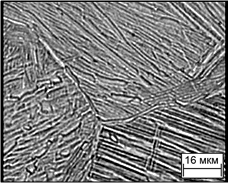
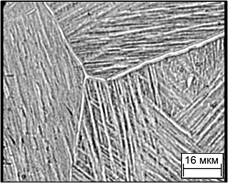
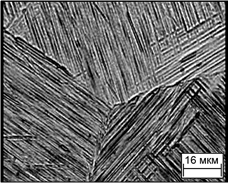
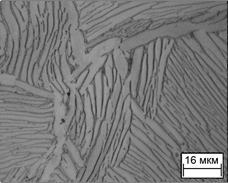
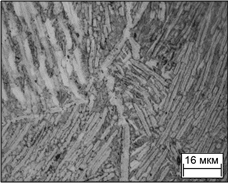
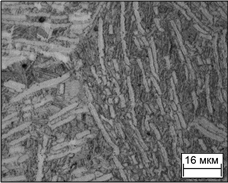
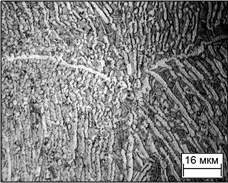
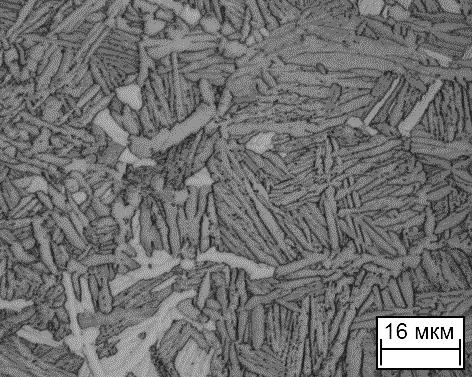
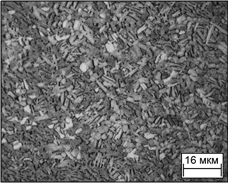
Структура заготовок в исходном состоянии представлена β-матрицей и крупными пластинами a-фазы (рис. 18а). Введение в заготовки водорода приводит к незначительному уменьшению толщины пластин a-фазы, что обусловлено увеличением количества β-фазы, причем чем выше содержание водорода, тем больше доля β-фазы и тоньше a-пластины (рис. 18 б-г).
Прессование заготовок проводили методом прямого истечения на гидравлическом прессе с максимальным усилием 2000 Тс и установленным давлением 170 атм. (1062,5 т) со скоростью прессования 38-50 мм/с.
Прессование заготовок проводили с использованием матриц с диаметрами отверстия 45, 35 и 20 мм, что соответствовало коэффициентам вытяжки 4,5; 7,4 и 22,5, соответственно. Деформация заготовок с исходным содержанием водорода проводили при температурах 880, 850 и 800°С. В связи с тем, что введение водорода снижает температуру полиморфного превращения, температуру прессования заготовок, дополнительно легированных водородом, выбирали исходя из содержания водорода. Так заготовки, легированные 0,15% водорода деформировали при температуре 880°С, заготовки с 0,2% водорода – при 850°С, а заготовки, содержащие 0,25% водорода, – при 800°С.
| 
|
| а) | б) |
| 
|
| в) | г) |
| Рис. 18 Микроструктура заготовок Æ90 мм из сплава ВТ6 в исходном состоянии (а) и после дополнительного легирования водородом до концентрации 0,15% (б), 0,2%(в) и 0,25% (г). [35] |
Для проведения прессования при заданной температуре все заготовки одновременно закладывали в печь. Минимальное время прогрева составляло
30 минут, а температура контейнера - 300˚C. Прессование проводилось через холодные матрицы.
Прессование заготовок при температуре 880°C с исходным содержанием водорода (0,005%) проводили до диаметров 45 и 20 мм, а заготовок с 0,15% водорода – до диаметров 45, 35, и 20 мм.
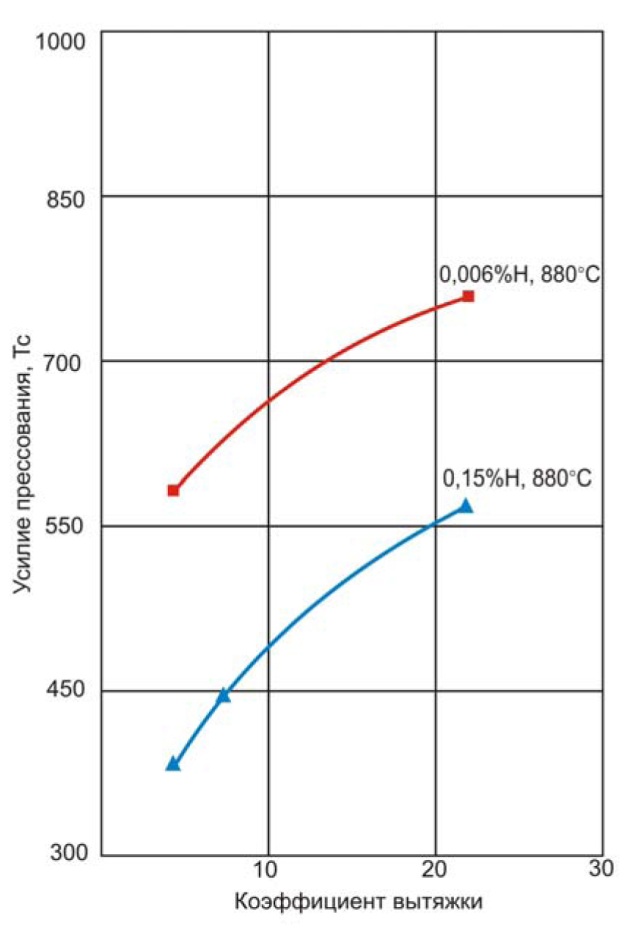
Проведенные исследования показали, что прессование заготовки при температуре 880°С, содержащей 0,005% водорода, до диаметра 45 мм происходит с усилием 560 Тс, а до 20 мм 750 Тс (рис. 5.6). Введение в заготовки 0,15% водорода приводит к снижению усилия прессования до 375 Тс и 560 Тс, соответственно (рис. 19). Таким образом, введение в заготовки 0,15% водорода позволило в 1,5 раза уменьшить усилия прессования.
Деформация при температуре 880°С заготовок без водорода до Æ45 мм практически не вызывает структурных изменений в объеме материала по сравнению со структурой исходной заготовки Æ90 мм, а прессование заготовок на Æ20 мм приводит к небольшому утонению α-пластин (рис. 20).
Прессование заготовок из сплава Вт6 до Æ45 мм, дополнительно легированных 0,15% водорода, приводит к формированию структуры, представленной деформированными первичными α-пластинами и дисперсными частицами α-фазы, выделяющимися в процессе (β→α)-превращения при последующем охлаждении до нормальной температуры. Повышение степени деформации при прессовании заготовок до Æ35 мм способствует накоплению дефектов кристаллического строения в пластинах α-фазы и началу процесса их глобуляризации. Дальнейшее увеличение усилий деформации до 560 Тс, достигаемых при прессовании заготовки до Æ20 мм, приводит к формированию более дисперсной структуры, приближающейся по морфологии к глобулярной (рис. 20).
|
| Рис. 19. Влияние содержания водорода на усилие прессования заготовок из сплава ВТ6 при 880°С [35] |
 0,005%H
0,005%H
| 
|  0,15%H
0,15%H
|

|  0,15%H
0,15%H
| |
 0,005%H
0,005%H
| 
|  0,15%H
0,15%H
|
| Рис. 20. Микроструктура прутков из сплава ВТ6 с разным содержанием водорода, полученных прессованием при температуре 880°С до разных диаметров [35] |
На следующем этапе работы проводили прессование заготовок из сплава ВТ6 при температуре 850°С с исходным содержанием водорода (0,005%) до диаметров 45 и 20 мм, а легированных 0,2% водорода – до диаметров 45, 35, и 20 мм.
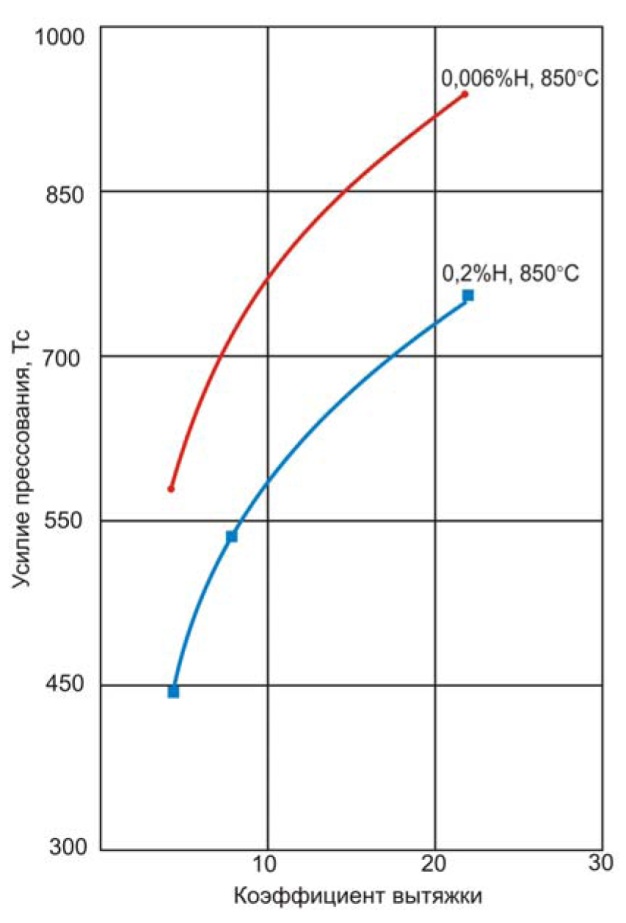
В заготовках с исходным содержанием водорода уменьшение диаметра прутка с 45 до 20 мм приводит к увеличению усилия прессования с 560 Тс до 940 Тс. В то же время, введение в заготовки 0,2% водорода снижает усилие прессования до 440, 530 и 750 Тс при получении прутков диаметром 45, 35, и 20 мм, соответственно (рис. 21).
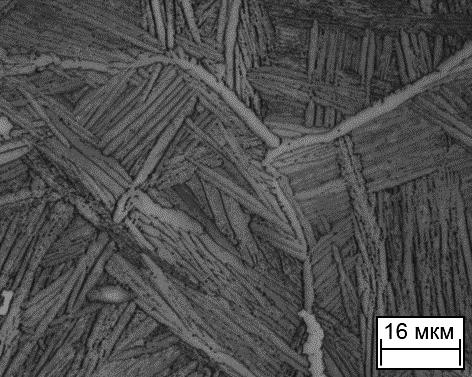
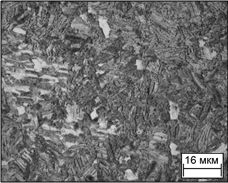
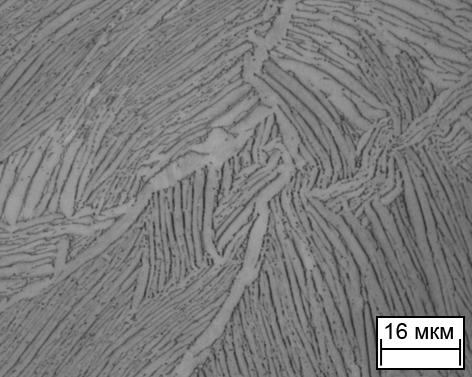
Проведенный металлографический анализ показал, что снижение температуры прессования с 880 до 850°С не приводит к изменению морфологии структурных составляющих как в полуфабрикатах с исходным содержанием водорода, так и в предварительно наводороженных, вне зависимости от их диаметров. Однако понижение температуры прессования вызывает незначительное уменьшение размера частиц α-фазы. В то же время, увеличение усилия прессования с уменьшением диаметра получаемых прутков с 45 до 35 и 20 мм приводит к постепенному протеканию процессов глобуляризации и формированию хорошо проработанной структуры, близкой к глобулярной (рис. 22).
На следующем этапе работы оценивалось влияние концентрации водорода на усилия прессования при получении прутков из сплава ВТ6 при температуре деформации 800°С. Прессование заготовок с исходным содержанием водорода (0,005%) проводили до диаметров 45 и 35 мм, а заготовки с 0,25% водорода – до диаметров 35, и 20 мм.
В связи с нехваткой мощности оборудования, необходимой для получения прутка Æ20 с исходным содержанием водорода при температуре 800°С, сравнить усилия прессования полуфабрикатов без водорода и легированных водородом до 0,25% возможно только на прутках Æ35 мм. Исследования показали, что введение водорода снижает усилие прессования в 1,4 раза.
|
| Рис. 21. Влияние содержания водорода на усилие прессования заготовок из сплава ВТ6 при 850°С [35] |
 0,005%H
0,005%H
|
|  0,2%H
0,2%H
|
|
|  0,2%H
0,2%H
| |
 0,005%H
0,005%H
|
|  0,2%H
0,2%H
|
| Рис. 22. Микроструктура прутков из сплава ВТ6 с разным содержанием водорода, полученных прессованием при температуре 850°С до разных диаметров [35]. |
Таким образом, проведенные исследования показали, что легирование водородом позволяет получить достаточно хорошо проработанную структуру при всех исследованных температурах деформации.
4.2 Новые комплексно-легированные деформируемые (a+b)- сплавов
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 1148; Нарушение авторских прав?; Мы поможем в написании вашей работы!