КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологические расчеты при проектировании процессов восстановления детали
|
|
|
|
Расчет толщины наносимого покрытия
Определим в первом приближении величину толщины наносимого слоя:

 – величина износа;
– величина износа;
 – припуск на обработку перед покрытием (ориентировочно, на сторону);
– припуск на обработку перед покрытием (ориентировочно, на сторону);
 – припуск на механическую обработку после нанесения покрытия (на сторону).
– припуск на механическую обработку после нанесения покрытия (на сторону).
Отметим, что толщина слоя является практически возможной для данного вида восстановления.
В данном разделе следует рассказать о сущности выбранного выше способа восстановления и особенностях технологии (т.е. о технологических режимах процесса).
Сущность процесса заключается в приварке к изношенной поверхности детали стальной ленты мощными импульсами тока. Металл ленты и детали в сварной точке под воздействием импульса тока расплавляется. Расплавление ленты происходит в тонком поверхностном слое в месте контакта с деталью. Сварные точки располагаются по винтовой линии и перекрываются как вдоль рядов, так и между ними, что достигается вращением детали со скоростью, пропорциональной частоте импульсов, и продольным перемещением сварочных клещей. Такое расположение сварных точек благоприятно влияет на качество приварки.
С целью уменьшения нагрева детали и улучшения закалки наваренного слоя в зону сварки подают охлаждающую жидкость.
Технология восстановления деталей контактной наваркой стальной ленты включает в себя подготовку деталей и лент, наварку ленты, обработку деталей после наварки.
Подготовка осей к восстановлению заключается в правке центровых фасок и снятии с шейки слоя до диаметра меньше номинального на 0,3...0,5 мм.
Заготовки нарезают из лент толщиной 0,3...1,0 мм. Ширина их должна равняться ширине восстанавливаемого участка, а длина – его периметру. Зазор в месте стыка концов ленты не должен превышать 0,5...0,8 мм, нахлест концов не допускается.
|
|
|
Заготовки из стальной ленты изготовляют на установке, которая обеспечивает резку ленты необходимых размеров и повышает производительность труда в 5 раз по сравнению с ручным способом. С поверхности ленты удаляют следы коррозии и масел. Материал ленты должен соответствовать твердости восстанавливаемого участка детали.
Предварительно устанавливают режимы. Затем деталь закрепляют в патроне установки (если речь идет о валах) и подводят электроды к средней части восстанавливаемого участка. Расход охлаждающей жидкости 1,6 л/мин, усилие сжатия электродов 2...3 кН. Включив вращение детали, подают ленту из механизма подачи под нижний электрод. В момент касания электрода и ленты включают кнопку "сварка" и прихватывают ленту коротким швом к поверхности детали без подачи сварочных клещей. Окончательную приварку ленты производят с включенной подачей сварочных клещей, соблюдая выбранные режимы.
Покрытия целесообразно обрабатывать резанием шлифовальным кругом из белого электрокорунда в следующем режиме: окружная скорость круга 35 м/с, детали 25...30 м/мин, поперечная подача круга 0,2...0,3 мм/мин. Обработку ведут при обильном охлаждении зоны шлифования. В качестве охлаждающей жидкости рекомендуется применять 1,5...3% раствор кальцинированной соды. Выбор сравнительно невысоких режимов обработки обусловлен тем, что переходная зона (покрытие – основной металл) обладает пониженной теплопроводностью. Применение жестких режимов обработки в этом случае может привести к концентрации теплоты в наваренном слое и его отслоение вследствие линейного расширения.
Обработку наваренной ленты осуществляют на шлифовальных станках абразивными кругами ПП 23А СМ1-01 К6.
Качество наварки проверяют путем шлифования приваренного слоя ленты на образцах или контрольных деталях: на них после шлифования должен оставаться слой толщиной 0,015...0,020 мм. Если шелушение слоя не наблюдается или захватывает не более 5% площади, то можно считать, что свариваемость слоя ленты с основным материалом детали нормальная.
|
|
|
Ниже приведена схема технологического процесса восстановления посадочного отверстия под внешнее кольцо подшипника качения картера КПП:
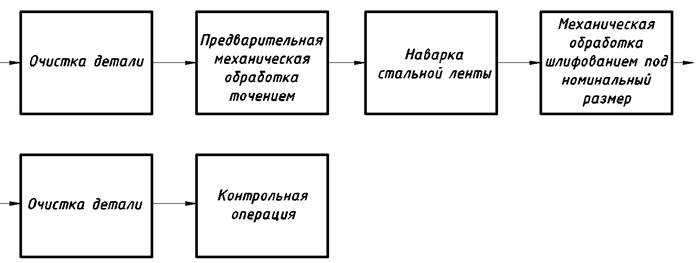
Следует отметить, что в некоторых случаях возможна подготовка детали к консервации, которая включает в себя обезжиривание детали и нанесение консервационных составов. Однако, эта операция не является обязательной, деталь может быть срезу же после восстановления отправлена в сборочный цех.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 447; Нарушение авторских прав?; Мы поможем в написании вашей работы!