КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вибір виду і методу отримання заготовки. Економічне обґрунтування вибору заготовки
|
|
|
|
Аналіз технологічності конструкції деталі
В цілому конструкція деталі технологічна. Деталь має просту конструкцію. Простановка розмірів забезпечують зручність вимірювань. Конструкція деталі забезпечує можливість застосування простих контрольно-вимірювальних інструментів і пристосувань. Можливий контроль одночасно декількох поверхонь деталі при одній її установці. На кресленні не проставлені розміри від осей, гострих кромок і поверхонь, від яких вимірювання деталей затрутруднене (окрім отвору Ø3H14), також постановка розмірів на кресленні забезпечує можливість її обробки при дотриманні принципів постійності і єдності баз. Базові поверхні зручні та надійні для установки заготовки в процесі обробки. Немає необхідності введення додаткових баз. Конструкція деталі дозволяє її обробку з якнайменшою кількістю установів. Поверхні деталі можуть бути оброблені при простих відносних рухах верстата і заготовки. Є можливість зручного підведення ріжучого інструменту до оброблюваних поверхонь, але одночасна обробка декількох заготовок на одному верстаті неможлива. Жорсткість деталі допускає багатоінструментальну обробку.
Деталь має нетехнологічні поверхні –отвір Ø3H14 на поверхні шпонкового паза, тому в процесі обробки деталь потрібно встановити в спеціальне пристосування, що збільшує собівартість.
Заготовку для деталі можна виготовляти штамповкою на молотах, пресах або з прокату.
Зростання цін на енергоносії вимагає від підприємств застосування енергозберігаючих технологій. Одним з напрямків зменшення витрат є застосування матеріалозберігаючих технологій. Використання точних та комбінованих заготовок зменшує витрати на виготовлення деталей та енергоносії.
На вибір способу отримання заготовок впливають: тип виробництва, конструкція, матеріал та розміри деталі, вартість отримання заготовок тим чи іншим способом та інше. Враховуючи ці фактори для отримання заготовок у курсовому проекті пропоную два способи:
1. Штампування на кривошипних гарячештампувальних пресах (КГШП) у відкритих штампах.
2. Отримання заготовки з прокату.
Вибираємо вихідні дані для розрахунку припусків
Вибираємо клас точності кованки визначаємо з таблиці 18 ГОСТ 7505-89
Для кованки виготовленої на КГШП у відкритих штампах – Т5.
Вибираємо групу сталі по таблиці 1/1/с.5 – М2 (сталь з масовою часткою вуглецю 0,35 % … 0,65 %). В нашому випадку масова частка вуглецю складає 0,45%.
Орієнтовну масу кованки визначаємо по формулі:
Мк = mд ·Kp, (3.3)
де Кр = 1,6 – розрахунковий коефіцієнт, що визначається по таблиці 20/1/
mд – маса деталі (за креслеником деталі)
Мк = 1,05·1,6 = 1,68 кг.
Ступінь складності визначаємо за формулою:
С =  , (3.4)
, (3.4)
де Мф – маса фігури, в котру вписується форма кованки.
Масу фігури визначаємо шляхом побудування 3D моделі, яка зображена на рисунку 3.1

Рисунок 3.1 - Фігура, описана навколо деталі.
С =  = 0,58
= 0,58
Оскільки С2 знаходиться в межах від 0,32 до 0,63, то ступінь складності С2 (приложение 2/1/)
Визначаємо вихідний індекс кованки за таблицею 2 /1/ ИИ=9
Таблиця 3.1 – Розрахунок загальних припусків
| Наймену-вання поверхні | Деталь | Заготовка | |||
| Розмір, мм. | Шорсткість Ra, мкм | Припуск, мм | Допустимі відхилення, мм | Розмір, мм | |
| Зовнішня циліндр-рична поверхня | Ø28h14 | 12,5 | 2(1,0+0,4)=2,8 | +0,8 -0,4 | 
|
| Зовнішня різьбова | М20×1,5-6g | 6,3 | 2(1,0+0,4)=2,8 | +0,8 -0,4 | 
|
| Зовнішня циліндр-рична поверхня | Ø20js7 | 1,25 | 2(1,0+0,4)=2,8 | +0,8 -0,4 | 
|
| Зовнішня циліндр-рична поверхня | Ø18js7 | 1,25 | 2(1,0+0,4)=2,8 | +0,8 -0,4 | 
|
Масу заготовки визначаємо шляхом побудування 3D моделі, яка зображена на рисунку 3.2
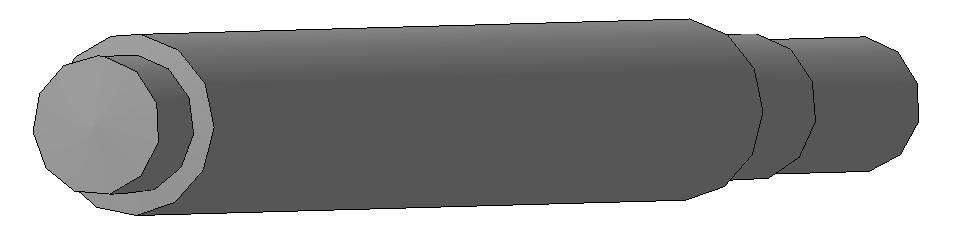
Рисунок 3.2 – Заготовка, отримана методом облойної штамповки
Визначаємо маси заготовок з урахуванням технологічних витрат:
 (3.6)
(3.6)
де Мз – «чиста» маса заготовки;
Пв =10%– процент витрат;
Для кованки отриманої методом облойної штамповки mз=1,692 кг, приймаємо Тоді маса кованки, отриманої облойною штамповкою з урахуванням технологічних витрат:

Визначаємо коефіцієнт використання матеріалу заготовки для кованки виготовленої методом облойної штамповки:
 (3.7)
(3.7)
де Мд – маса деталі за креслеником;
Мзв1 – маса заготовки з урахуванням витрат.
Визначаємо вартість заготовки кованки з урахуванням витрат, грн.:

де, Цм – ціна матеріалу, грн./т.
Цв – ціна відходів, грн./т.
приймаємо Цв=1500 грн/т.
Цм1=16000 грн/т – ціна матеріалу для штамповки. (ЗАО «Элста»: г. Днепропетровск. 2011г.)
Визначаємо вартість заготовки отриманої методом облойної штамповки:

Розраховуємо економічний ефект отримання заготовки з прокату
Визначаємо некратність довжини прокату:

де  =6000мм, довжина прокату (ГОСТ 2590-88)
=6000мм, довжина прокату (ГОСТ 2590-88)
n – число заготовок
 - довжина заготовки
- довжина заготовки
 - ширина відрізного різця
- ширина відрізного різця
Знаходимо кількість заготовок:
де  довжина торцового обрізка прокату
довжина торцового обрізка прокату

де Lд =312мм, номінальна довжина деталі по кресленику
2zподр – припуск на обробку двох торцевих поверхонь
Знаходимо довжину торцового обрізка:

де  =28мм, діаметр перерізу прокату (ГОСТ 2590-88)
=28мм, діаметр перерізу прокату (ГОСТ 2590-88)

Знаходимо кількість заготовок, які можна виготовити з прийнятої довжини прокату:
Приймаємо 18 заготовки.
Знаходимо некратність довжини:

Визначаємо загальні втрати матеріалу (%) при виготовлені деталей з прокату.

де  - втрати матеріалу на некратність (%).
- втрати матеріалу на некратність (%).

Пот – втрати на торцову обрізку прокату (%)

Потр  втрати на відрізку заготовки (%)
втрати на відрізку заготовки (%)

Знаходимо Пп.о

Визначаємо коефіцієнт використання матеріалу:

де Мд – маса деталі
МЗВ2 – маса з урахуванням технологічних витрат.
 (3.6)
(3.6)
де Мз – «чиста» маса заготовки;
Масу заготовки визначаємо шляхом побудування 3D моделі, яка зображена на рисунку 3.2
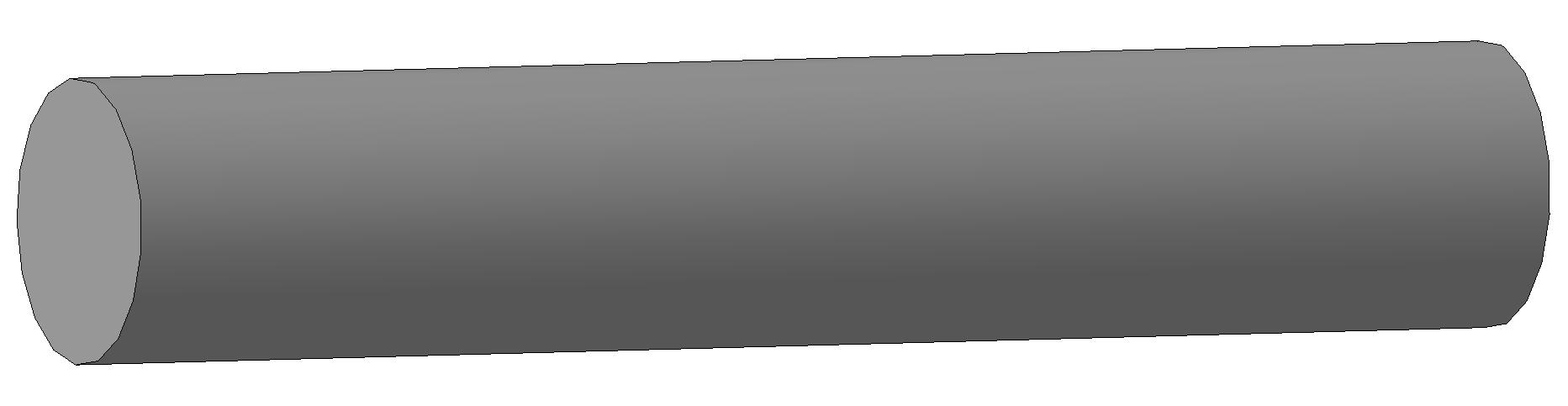
Рисунок 3,3 – Заготовка отримана методом прокату.
Мз=1,62 кг.

Підставляючи значення МЗВ2 у формулу знаходимо значення КВМ2
Визначаємо вартість заготовки отриманої методом прокату

де, Цм – ціна матеріалу, грн./т.
Цв – ціна відходів, грн./т.
приймаємо Цв=1500 грн/т.
Цм1=7570 грн/т – ціна матеріалу для прокату. (г. Николаев, Николаевский региональный филиал АО "УГМК" по состоянию на 20 Февраля 2012)
Визначаємо вартість заготовки отриманої методом прокату:

Кількість збереженого матеріалу від вибраного методу отримання заготовки з урахуванням технологічних витрат однієї деталі:

Річна економія матеріалу:

Економічний ефект від заміни одного способу отримання заготовки іншим на одну деталь:
е = 
е =24,775 – 11,93 = 12,845 грн.
на програму:
Е = е  N,
N,
Е = 12,845  10000 = 128450 грн.
10000 = 128450 грн.
Кількість заготовок, що можна буде виготовити із зекономленого матеріалу:


Одержання заготовок на КГШП у відкритих штампах (24,775 грн) дорожче ніж отримання заготовок з прокату (11,93 грн), хоч  . Різниця на програму становить 128450 грн. Остаточно приймаємо спосіб отримання заготовок з прокату.
. Різниця на програму становить 128450 грн. Остаточно приймаємо спосіб отримання заготовок з прокату.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 1366; Нарушение авторских прав?; Мы поможем в написании вашей работы!