КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лабораторная работа № 5. В основе метода – способность ультразвуковых колебаний распространяться в металлах на большие расстояния и отражаться на границе двух участков различной
|
|
|
|
«УЛЬТРАЗВУКОВОЙ ИМПУЛЬСНЫЙ ЭХО-МЕТОД ВЫЯВЛЕНИЯ ДЕФЕКТОВ»
1. Краткая теория
В основе метода – способность ультразвуковых колебаний распространяться в металлах на большие расстояния и отражаться на границе двух участков различной плотности.
Сущность контроля состоит в следующем: продольные УЗК, возбуждаемые пластинкой пьезоизлучателя через призму щупа и слой контактной жидкости (масло МК-22, МС-20), вводятся под определенным углом в материал детали или узла. На поверхности контакта щупа с выходной кромкой происходит трансформация (расщепление) продольных колебаний на продольные и поперечные составляющие, идущие под разными углами.
При угле падения 620 продольная составляющая УЗК претерпевает полное внутреннее отражение в призме щупа и в материал детали не распространяется.
Поперечная составляющая при этом распространяется по поверхности выходной кромки в виде слегка расходящегося луча. Сдвиговые УЗК, встречая несплошность металла, отражаются полностью или частично, образуя соответствующий отраженный (эхо) сигнал.
Эхо-сигнал в форме обратных импульсов УЗК попадает через призму щупа на пластинку пьезовибратора, которая преобразует обратный импульс УЗК в импульс тока (пьезоэлектрический эффект) с подачей его на индикаторное устройство прибора.
2. Сущность метода
Определяется способностью металлов проводить УЗК, в то время как воздух в виде тончайшей прослойки есть для колебаний непреодолимая преграда. Полное или частичное отражение УЗК от нарушений сплошности металла – суть ультразвуковой дефектоскопии.
Предельная чувствительность метода оценивается как гарантийное выявление незаполненных трещин под углом 900 к направлению УЗК при длине 0,5 ÷ 1,0 мм и раскрытии порядка 0,01 мм.
Перед началом контроля лопаток ГТУ проводится настройка дефектоскопа с установлением необходимой длины развертки, обеспечивающей проверку выходной кромки лопатки по всей длине, а также номинальной чувствительности к выявлению дефекта.
Условная схема контроля выходной кромки лопатки ротора турбины на рисунке 10.

|

|
1- приемный усилитель, 2- электронно-лучевая трубка (ЭЛТ), 3- генератор импульсов, 4- задающий генератор, 5- генератор развертки, 6- пьезоэлектрический излучатель, 7- трещина в контролируемой лопатке, 8- деталь, 9- эталон.
Рисунок 10 - Условная схема контроля выходной кромки лопатки ротора турбины
Метод применяется для оперативного контроля и выявления возможных трещин. Работу можно выполнять на ГТУ без демонтажа входного канала. Выявляются дефекты практически во всех сталях и сплавах, в т.ч. при одностороннем подходе к изделию, на большой глубине или выходящих на недоступную поверхность.
3. Возможности и ограничения метода
Метод позволяет определять трещины и другие несплошности (раковины, пористость, рыхлота, расслоения и др.), выходящие на поверхность и в глубине материала. Выявляются зоны крупнозернистой структуры, межкристаллической коррозии, нарушения склейки и спайки.
Чувствительность: трещины раскрытием более 0,01 мм, точечные дефекты площадью до 1,0 мм2.
Эффективность снижается при неперпендикулярности направления УЗК к плоскости искомого дефекта, при расположении дефектов в пределах «мертвой зоны» для прямого прозвучивания, при отрицательных температурах, при контроле элементов под накладками, укрепленными с помощью клея и т.д.
Область применения: контроль деталей без снятия их с конструкций и без дополнительной разборки с использованием продольных, сдвиговых и поверхностных колебаний. К числу таких деталей относятся цилиндрические детали с открытой торцевой поверхностью (болты, оси, шпильки, цапфы, барабаны колес, поршни и др.). При контроле деталей поверхностными волнами Рэлея минимальная глубина обнаруживаемых трещин – 0,1 мм.
Метод регистрирует большинство производственно-технологических и эксплуатационных дефектов, но требуется применение специальных преобразователей, дополнительных устройств и конкретных методик применительно к каждому типу детали или узла. Метод не оценивает точно размеры и характер обнаруживаемых дефектов, сложен в применении на поверхностях с неровностями, сверлениями, проточками, галтелями, валиками усиления сварных швов и другими конструктивными отражателями, усложняющими расшифровку результатов.
4. Оборудование
Для лопаток используют специализированные дефектоскопы типа УЗДЛ-1, серийные УДМ-1М, УД2-12 и др. с соответствующими искательными головками. Угол между плоскостью пакета пьезоизлучателя и вертикалью к контактной грани должен быть 620. контактная поверхность головки должна иметь выступ для фиксирования на выходной кромке лопатки. Поверхность грани установки пьезовибратора строго плоская и полированная. Эскиз головки – на рисунке 11, контроль должен быть обеспечен эталонированием.
5. Контрольные образцы

Рисунок 11- Контрольные образцы
Для настройки дефектоскопа используют в качестве контрольных образцов точные изделия – аналоги проверяемых, например, лопатки1-ой ступени ГТУ. Лопатка № 1 не должна иметь дефектов на входной кромке, лопатка № 2 должна иметь на входной кромке пропил на глубину 0,5 мм перпендикулярно кромке. Можно применять лопатку с естественной трещиной малых размеров. Пропил делается на расстоянии 2/3 высоты лопатки, считая от верхнего среза пера.
Лопатка № 1 – для установки необходимой длины развертки на экране прибора при совмещении с трафаретом.
Лопатка № 2 – для регулировки чувствительности, чтобы эхо-импульс от пропила имел высоту 30 ÷ 35 мм.
При настройке дефектоскопа по контрольным образцам надо учитывать, что при контроле лопаток на двигателе искательная головка не фиксируется на самом конце входной кромки у верхнего среза в связи с особенностями конструкции входного канала и искательной головки.
6. Нормативно-техническая документация
Для ультразвукового контроля используются инструкции по эксплуатации дефектоскопов, методики дефектоскопии и технологические карты проверки конкретных объектов изделий и узлов.
7. Технология контроля
Работа выполняется дефектоскопистом. Прибор устанавливается при проверке входных кромок лопаток во входном устройстве перед оператором слева между стенкой входного канала и коком диффузора.
Справа располагаются щуп, переносная лампа и штанга для проворачивания лопаток ротора через направляющий аппарат.
Искательная головка смазывается контактной жидкостью.
Контроль производится наложением искательной головки на входную кромку лопатки в положении между лопатками направляющего аппарата и наблюдением за экраном прибора. Во время прозвучивания каждой лопатки на линии развертки оценивается концевой эхо-сигнал от замковой части.
Не проворачивая ротор, контролируют 4 ÷ 5 лопаток через направляющий аппарат. Затем ротор проворачивается
После проверки 4 ÷ 5 лопаток контактная поверхность искательной головки щупа смачивается маслом.
Возникновение на линии развертки эхо-сигнала между начальным и концевым импульсами свидетельствует о наличии дефекта на входной кромки лопатки.
8. Оценка результатов
Отмеченную лопатку желательно проверить дополнительно методом цветной дефектоскопии. При подтверждении дефекта зарегистрировать его в журнале учета работ по НК. Проверить достаточность признаков дефекта лопатки для ее браковки по нормативно-технической документации.
9. Метрологическое обеспечение
Дефектоскоп и эталонные образцы подлежат периодической поверке не реже 1 раза в год, а также проверке комплектности и работоспособности перед каждой работой по НК. Общий вид устройств контроля приведены на рисунке 12, 13,14.
10. Техника безопасности
К работе по НК допускаются лица, прошедшие обучение и инструктаж по ОТ и ТБ по правилам эксплуатации электроустановок, не имеющие противопоказаний по состоянию здоровья.
Транспортировку и установку дефектоскопа производить, не допуская ударов. Крышку передней панели прибора открывать непосредственно перед работой.
Прибор должен быть заземлен.
При проворачивании ротора турбины соблюдать осторожность, учитывая инерцию ротора.
Работу на ГТУ выполнять с участием специалиста-эксплуатационника.
11. Порядок выполнения работы
Цель: Выявление дефектов ультразвуковым эхо-методом.
Порядок выполнения:
- подготовить поверхность детали к контролю,
- подобрать контрольные образцы для работы,
- настроить дефектоскоп,
- классифицировать дефекты,
- оформить результаты работы в таблице 6.
Таблица 6 – Результаты контроля
| № п/п | Дефекты | Данные контроля, мм | Средний результат | ||
| Трещины поверхностные Раковины Пористость Рыхлота Расслоение Крупнозернистая структура Коррозия межкристаллическая Нарушение склейки Нарушение спайки Трещины глубинные |

Рисунок 12 –Ультразвуковой метод контроля
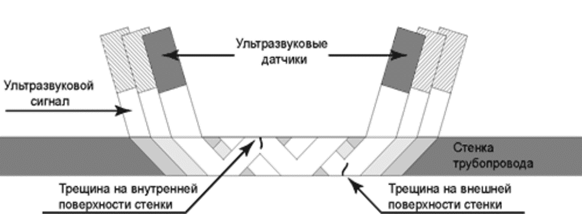
Рисунок 13 – Принцип действия ультразвукового метода контроля

Рисунок 14 - Принцип действия ультразвуковой толщинометрии
12. Контрольные вопросы
1. В чем специфика распространения УЗК?
2. Какова сущность метода ультразвукового контроля?
3. Что такое эхо-сигнал и каковы факторы влияния на него?
4. Какова чувствительность метода?
5. Какие дефекты классифицируются с помощью метода?
6. Какие дефектоскопы отечественного производства применяются при эксплуатации магистральных трубопроводов и их объектов?
7. Эффективность контроля поверхностными волнами Рэлея?
|
|
|
|
|
Дата добавления: 2017-01-14; Просмотров: 901; Нарушение авторских прав?; Мы поможем в написании вашей работы!