КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Нарезание конических зубчатых колес
|
|
|
|
Конические зубчатые колеса бывают с прямым и спиральным зубом. В сельскохозяйственных машинах наиболее распрастранены конические колеса с прямым зубом, однако колеса со спиральными зубьями допускают передачу значительно больших крутящих моментов.
Наиболее распространены три метода нарезания прямых зубьев конических колес: зубофрезерование, зубострогание и зубопротягивание.
Нарезание конических колес с прямым зубом состоит из двух операций: черновое и чистовое. Черновое нарезание колес выполняют на горизонтально-фрезерных станках или специальных станках дисковыми фрезами с применением делительных устройств. Профиль дисковых фрез делают по профилю впадины узкой стороны зуба с учетом припуска 0,25...0,3 мм на сторону на чистое нарезание. Глубину резания принимают равной высоте зуба. При нарезании колеса на горизонтально-фрезерном станке
(рис. 5.8,а) заготовку колеса закрепляют в делительной головке под углом конуса впадин γ по отношению к столу. После нарезания одной впадины нарезаемое колесо поворачивают на один зуб, нарезают следующую впадину и т.д.

Рис. 5.8. Схема чернового нарезания зубьев конических колес:
а- на горизонтально-фрезерном станке; б- на специальном станке.
На специальном станке одновременно нарезают зубья на двух-трех колесах двумя- тремя дисковыми фрезами, закрепленными на одной оправе. Станок работает по полуавтоматическому циклу: быстрый подвод шпиндельной головки с нарезаемыми колесами, фрезерование впадин зубьев, быстрый отвод шпиндельной головки, поворот нарезаемых колес на один зуб и повторение цикла обработки. Шпиндельное приспособление для крепления нарезаемых колес на станке ЕЗ-1 - двухпозиционное (рис. 5.8,б): на одной позиции(слева) происходит нарезание зубьев, а на другой (справа) - снятие обработанных колес и установка колес, подлежащих обработке в дальнейшем.
|
|
|
Чистовое нарезание зубчатых колес выполняют на зубострогальных станках, работающих по методу обкатки. Для модулей т<2мм зубья сразу нарезаются на зубострогальных станках.
Вращающееся нарезаемое колесо 1 (рис. 5.9)как бы находится в зацеплении с воображаемым плоским колесом 2. Роль двух зубьев воображаемого плоского колеса выполняют два резца 3, совершающие, кроме вращательного движения (как воображаемое плоского колеса), еще возвратно- поступательные строгальные движения. Вращение нарезаемого колеса и вращение резцов (зубьев воображаемого колеса) увязаны между собой так, как если бы они были в действительном зацеплении. В процессе одной обкатки резцы 3 обстрагивают один зуб заготовки с двух сторон.

| Рис. 5.9. Принципиальная схема строгания зубьев конического колеса. | Рис. 5.10 Схема зубострогания прямозубого конического колеса. |
В направлении стрелки А можно увидеть нарезаемое колесо и резцы, как показано на рис. 5.10. В конце обкатки (после обработки одного зуба), когда резцы выходят из зацепления с нарезаемым колесом, происходит изменение направления вращения нарезаемого колеса и зубострогальных резцов на обратное, т.е. производится чистовая обработка этого же зуба. В конце обкатки в обратном направлении, когда резцы вышли из зацепления с нарезаемым колесом, нарезаемое колесо отводится от резцов и делительный механизм станка поворачивает его на один зуб. Затем цикл обработки повторяется для каждого зуба до полной обработки конического колеса. Станки этого типа работают по полуавтоматическому циклу (устанавливают заготовки и снимают обработанные колеса рабочие вручную; остальной цикл обработки совершается автоматически). Зубофрезерование парой фрез производительнее зубострогания. Обработку осуществляют двумя дисковыми фрезами 1 и 2 (рис.5.11), зубья которых расположены в одной впадине зубьев обрабатываемого колеса 4. Причем зубья одной фрезы располагаются в промежутках между зубьями другой фрезы и совместно воспроизводят один зуб воображаемого плоского колеса 3. В процессе обработки фрезам придают вращательное движение около собственных осей и движение обкатки совместно с обрабатываемым колесом.
|
|
|
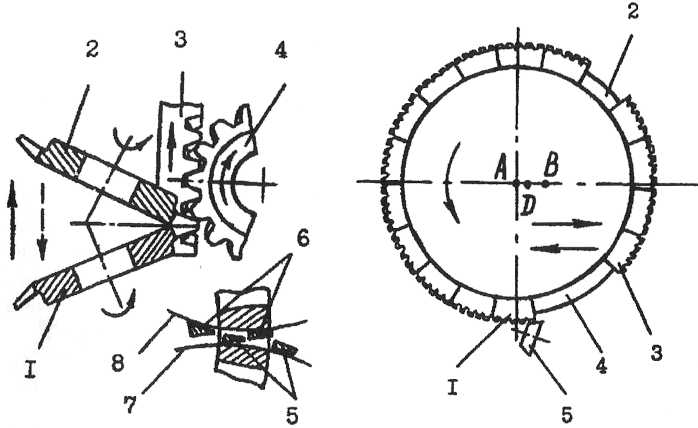
| Рис.5.11. Схемы нарезания зубьев конических колес дисковыми резцами. | Рис. 5.12. Схема нарезания зубьев конических колес круговым протягиванием |
При обкатке в одну сторону происходит нарезание одной впадины, затем следует обкатка в обратную сторону (холостой ход - зачистка впадин), делительный поворот заготовки (в момент, когда фрезы вышли из зацепления с заготовкой) и повторение цикла обработки.
Зубчатые колеса, нарезанные этим методом, взаимозаменяемые с колесами, нарезанными методом строгания. Поскольку в данном способе отсутствует перемещение инструмента вдоль впадины, то дно впадины имеет небольшую вогнутость. На станках для фрезерования зубчатых колес парой фрез можно производить обработку без обкатки методом врезания и последовательной обработки впадин. Такой способ нарезания применяют в качестве черновой обработки зубьев конических колес; чистовую же обработку производят в процессе обкатки пары дисковых фрез и заготовки.
На ряде заводов применяют метод нарезания зубьев конических колес круговым протягиванием (рис.5.12). Черновую и чистовую обработку одной впадины производят за один оборот круговой протяжки. Черновые зубья 1 протяжки отделены от чистовых зубьев 3 участком 2, на котором могут быть размещены державки с фасонными резцами.
В процессе резания нарезаемое колесо 5 неподвижно, а круговая протяжка имеет вращательное движение и перемещается параллельно образующей конуса впадин колеса. Поступательное движение необходимо для получения прямолинейности впадин зуба. Черновая обработка происходит при движении протяжки из точки А в точку В, чистовая обработка, - при движении из точки В в точку D. Участок 4 дает возможность повернуть нарезаемое колесо на один зуб. В это время центр круговой протяжки из тс тки D возвращается в точку А и начинается следующий цикл обработки.
|
|
|
Для облегчения изготовления режущие зубья протяжки имеют круговой профиль вместо эвольвентного. Поэтому колеса, нарезанные круговой протяжкой, не взаимозаменяемы с колесами, нарезанными на зубострогальных станках. Производительность протягивания колес в 2-3 раза выше производительности зубострогания.
Зубостогание применяют в единичном и серийном производстве, зубофрезерование парой фрез - в серийном производстве, зубопротягивание - в серийном и массовом производствах.
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 79; Нарушение авторских прав?; Мы поможем в написании вашей работы!