КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Типы машиностроительных производств
|
|
|
|
В соответствии с ГОСТ 14.004 – 83, в зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска изделий, современное производство разделяется на различные типы: единичное, серийное, массовое.
Единичное производство – характеризуется малым объемом выпуска продукции при широкой их номенклатуре. Количество их исчисляется штуками, реже несколькими десятками. На рабочих местах выполняются разнообразные технологические операции, которые повторяются нерегулярно или вообще не повторяются. Используется универсальное точное оборудование, которое расставляется по группам (токарный, фрезерный, зуборезный и т.д. участки).
Специальные инструменты и приспособления как правило не применяются. Создаются только в том случае, если выполнение операции невозможно. Исходные заготовки – простейшие (литье в землю, прокат, поковки) с малой точностью и большими припусками. Часто используется разлатка. Квалификация рабочих очень высокая, так как от этого зависит качество продукции. Техническая документация сокращена и упрощена. Нормы отсутствуют, применяется опытно-статистическое нормирование труда.
Серийное производство – характеризуется выпуском периодически повторяющихся партий изделий и сравнительно большим их объемом.
В зависимости от количества изделий в партии или серии различают:
– мелкосерийное;
– среднесерийное;
– крупносерийное.
Серийное производство является основным типом машиностроительного производства. Используется универсальное и специализированное и частично специальное оборудование. Широко используются станки с ЧПУ, обрабатывающие центры. Техническая оснастка в основном универсальная, однако во многих случаях используется высокопроизводительная специальная оснастка (особенно в крупносерийном производстве), причем целесообразность ее применения обязательно обосновывается технико-экономическим расчетом. В качестве заготовок – Прокат, литье в землю, точное литье, штамповки и т.д. Наряду с рабочими высокой квалификации применяются рабочие-операторы малой квалификации для работы на настроенных станках.
Массовое производство – характеризуется большим объемом непрерывно изготавливаемых изделий в течение продолжительного времени. При этом используется специальное высокопроизводительное оборудование, которое расставляется по ходу технологического процесса и во многих случаях связывается транспортирующим устройством. Используются многошпиндельные автоматы и полуавтоматы, сложные станки с ЧПУ и обрабатывающие центры. Сейчас широко применяются автоматические линии, управляемые от ЭВМ.
Оснастка высоко производительная, инструменты алмазные и из сверхтвердых синтетических материалов.
Заготовки с минимальными припусками (литье под давлением, точное литье, штамповка, чеканка, калибровка). Квалификация рабочих ниже, чем в единичном производстве. Наладчики – высококвалифицированные, есть специалисты по электронной технике и пневмогидроавтоматике. Техническая документация разрабатывается самым тщательным образом, технические нормы тщательно рассчитываются и подвергаются и подвергаются экспериментальной проверке.
Тип производства определяют:
I. Ориентировочно по массе детали и объему выпуска.
| Тип производства | Годовой объем выпуска деталей одного наименования, шт | ||
| Легкие, до 20 кг. | Средние, 20-30 кг. | Тяжелые, свыше 300 кг. | |
| Единичный | до 100 | до 10 | 1-5 |
| Мелкосерийный | 101-500 | 11-200 | 6-100 |
| Среднесерийное | 501-5000 | 201-1000 | 101-300 |
| Крупносерийное | 5001-50000 | 1001-5000 | 301-1000 |
| Массовое | свыше 50000 | свыше 5000 | свыше 1000 |
II. По коэффициенту загрузки оборудования по ГОСТ 14314-74.
 – количество деталей, подлежащих изготовлению в течение месяца;
– количество деталей, подлежащих изготовлению в течение месяца;
 – штучное время изготовления одной детали;
– штучное время изготовления одной детали;
 – для массового производства,
– для массового производства,  ;
;
 – месячный фонд времени работы оборудования;
– месячный фонд времени работы оборудования;
 – коэффициент выполнения нормы;
– коэффициент выполнения нормы;
 – принятое число рабочих мест для выполнения технологического процесса изготовления деталей.
– принятое число рабочих мест для выполнения технологического процесса изготовления деталей.
| Тип производства | 
|
| Массовое | 0,65 … 0,75 |
| Крупносерийное | 0,75 … 0,8 |
| Среднесерийное | 0,8 … 0,85 |
| Мелкосерийное и единичное | 0,85 … 0,9 |
III. По коэффициенту закрепления операций.

 – количество различных операций, подлежащих выполнению при изготовлении детали;
– количество различных операций, подлежащих выполнению при изготовлении детали;
 – количество рабочих мест, необходимых для выполнения программы.
– количество рабочих мест, необходимых для выполнения программы.
| Операция | 
| 
| 
| 
| 
|
| Токарная Фрезерная и т.д. | |||||

| 
|
1)  – по эмпирическим формулам
– по эмпирическим формулам
|
2) 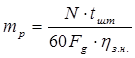
 – годовая программа выпуска;
– годовая программа выпуска;
 – штучное (штучно-калькуляционное) время изготовления детали;
– штучное (штучно-калькуляционное) время изготовления детали;
 – действительный фонд времени работы оборудования;
– действительный фонд времени работы оборудования;
 часов для станков (1-30) категории ремонтной сложности;
часов для станков (1-30) категории ремонтной сложности;
 – нормативный коэффициент загрузки оборудования;
– нормативный коэффициент загрузки оборудования;
 (принимать 0,8).
(принимать 0,8).
3) Устанавливают принятое большее число рабочих мест.
4) Считают  .
.
5) Количество операций, которые можно закрепить за рабочим местом 
| По ГОСТ 3.1108-74 | |
| Тип производства | 
|
| Массовое | 
|
| Крупносерийное | 
|
| Среднесерийное | 
|
| Мелкосерийное | 
|
| Единичное | 
|
Лекция 2.
Техническое нормирование.
Вопросы:
- Норма времени и норма выработки.
- Методы нормирования.
- Штучное время и его состав.
- Штучно-калькуляционное время и его состав.
Норма времени и норма выработки. Методы нормирования.
Трудоемкость выполнения технологических операций является критерием эффективности технологического процесса и определяется на основе технически обоснованных норм времени (ГОСТ 3.1109-82).
Норма времени – время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации.
Норма выработки – объем работы, который должен быть выполнен в единицу времени в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации.
Имеется три метода установления норм времени:
– изучение затрат рабочего времени наблюдением;
– по нормативам;
– сравнением и расчетом по типовым нормам.
Первый способ – норму времени устанавливают путем изучения затрат времени непосредственно на рабочих местах.
При втором способе производят расчет длительности операции, используя нормативы длительности выполнения отдельных элементов операций.
При третьем способе нормирование осуществляется приближенно с использованием типовых норм.
Первые два метода – в серийном и массовом производствах, третий – в единичном и мелкосерийном.
Расчет технически обоснованной нормы времени на операцию производят по  -ному.
-ному.
Штучное время и его состав.
Штучное время на операцию:  .
.
Если же операция состоит из нескольких переходов, то:
 .
.
Штучное время – отношение времени выполнения технологической операции к числу одновременно выполненных изделий на этой операции.
Штучное время определяется в массовом производстве.
Для серийного и единичного производства:
или
 .
.
 – время, затрачиваемое непосредственно на изменение размеров, формы, состояния поверхностного слоя, структуры материала детали. Для механической операций, т.е. для операции со снятием стружки есть время движения инструмента с рабочей подачей.
– время, затрачиваемое непосредственно на изменение размеров, формы, состояния поверхностного слоя, структуры материала детали. Для механической операций, т.е. для операции со снятием стружки есть время движения инструмента с рабочей подачей.
Обобщенная формула для подсчета при операциях механической обработки:  ;
;
 – расчетная длина обработки;
– расчетная длина обработки;
 – длина обрабатываемой поверхности;
– длина обрабатываемой поверхности;
 – длина врезания;
– длина врезания;
 – длина перебега;
– длина перебега;
 – число проходов;
– число проходов;
 – минутная подача инструмента;
– минутная подача инструмента;
 – подача мм/об;
– подача мм/об;
 – число оборотов в минуту.
– число оборотов в минуту.
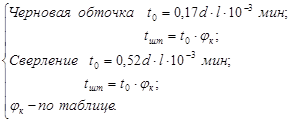
Поясним, как определяется для различных способов обработки:
 – время, которое затрачивается на приемы, не связанные с изменением размеров, формы, состояния поверхностного слоя, структуры материала детали (установка и закрепление заготовки, открепление обрабатываемых деталей, измерение, пуск и остановка станка, подвод, отвод суппорта и т.д.).
– время, которое затрачивается на приемы, не связанные с изменением размеров, формы, состояния поверхностного слоя, структуры материала детали (установка и закрепление заготовки, открепление обрабатываемых деталей, измерение, пуск и остановка станка, подвод, отвод суппорта и т.д.).
 – оперативное время.
– оперативное время.

 – смазка и чистки механизмов станка, смена инструментов.
– смазка и чистки механизмов станка, смена инструментов.
 – раскладка и уборка инструмента, уборка рабочего места.
– раскладка и уборка инструмента, уборка рабочего места.
В массовом производстве:
 – токарная, фрезеровальная, сверлильная операции.
– токарная, фрезеровальная, сверлильная операции.
 – шлифовальная операция.
– шлифовальная операция.
 – для остальных.
– для остальных.
 – время смены инструмента;
– время смены инструмента;
 – время правки круга;
– время правки круга;
 – % от основного времени на техническое обслуживание;
– % от основного времени на техническое обслуживание;
 – период стойкости инструмента (время от переточки до переточки).
– период стойкости инструмента (время от переточки до переточки).
причем , ,  – по нормативам.
– по нормативам.
 – в массовом производстве – в % от оперативного;
– в массовом производстве – в % от оперативного; 
 – по табличным нормативам.
– по табличным нормативам.
 – время перерывов на отдых и личные надобности;
– время перерывов на отдых и личные надобности; 
 – % – по табличным нормативам.
– % – по табличным нормативам.
Для серийных производств:
 – подготовительно заключительное время, т.е. затрачиваемое исполнителем на подготовку к выполнению операции и приведения в порядок рабочего места после смены (подготовка и наладка оборудования, ознакомление с чертежом, подготовка к работе);
– подготовительно заключительное время, т.е. затрачиваемое исполнителем на подготовку к выполнению операции и приведения в порядок рабочего места после смены (подготовка и наладка оборудования, ознакомление с чертежом, подготовка к работе);
 – количество деталей в партии.
– количество деталей в партии.
При нормировании шлифовальных операций в серийном производстве  и
и  подсчитываются как в массовом производстве.
подсчитываются как в массовом производстве.
Для всех остальных операций серийного производства  не делится на и
не делится на и  . По отдельности также не определяются и . В нормативах дается сумма этих двух составляющих в % от оперативного времени:
. По отдельности также не определяются и . В нормативах дается сумма этих двух составляющих в % от оперативного времени:  .
.
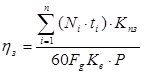
Расчет себестоимости операции.
Технологическая себестоимость операции механической обработки (коп/ч):  ;
;
 – штучное или штучно-калькуляционное время на операцию (мин);
– штучное или штучно-калькуляционное время на операцию (мин);
 – коэффициент выполнения норм;
– коэффициент выполнения норм;
 – часовые приведенные затраты;
– часовые приведенные затраты;

где  – основная и дополнительная зарплата с начислениями (коп/ч);
– основная и дополнительная зарплата с начислениями (коп/ч);
 – часовые затраты по эксплуатации рабочего места (коп/ч);
– часовые затраты по эксплуатации рабочего места (коп/ч);
 – нормативный коэффициент экономической эффективности капитальных вложений;
– нормативный коэффициент экономической эффективности капитальных вложений;
 – удельные часовые капитальные вложения соответственно в станок и здание (коп/ч).
– удельные часовые капитальные вложения соответственно в станок и здание (коп/ч).
 ;
;
 – коэффициент, учитывающий дополнительную зарплату равную 9%,. Начисления на социальное страхование 7,6% и приработок к основной зарплате в результате перевыполнения норм на 80%, т.е.
– коэффициент, учитывающий дополнительную зарплату равную 9%,. Начисления на социальное страхование 7,6% и приработок к основной зарплате в результате перевыполнения норм на 80%, т.е.  ;
;
 – часовая тарифная ставка станочника-сдельщика соответствующего разряда (коп/ч), по табл. 2.14, с. 40, Б,[3];
– часовая тарифная ставка станочника-сдельщика соответствующего разряда (коп/ч), по табл. 2.14, с. 40, Б,[3];
 – коэффициент, учитывающий зарплату наладчика. В серийном производстве, когда наладку станка осуществляет сам рабочий,
– коэффициент, учитывающий зарплату наладчика. В серийном производстве, когда наладку станка осуществляет сам рабочий,  , в массовом
, в массовом  ;
;
 – коэффициент, учитывающий оплату труда рабочего при многостаночном обслуживании.
– коэффициент, учитывающий оплату труда рабочего при многостаночном обслуживании.
| станки | |||||||
|
| 0,65 | 0,48 | 0,39 | 0,35 | 0,32 | 0,3 |
Часовые затраты по эксплуатации рабочего места:
 ;
;
 – практические часовые затраты на базовом рабочем месте (коп/ч);
– практические часовые затраты на базовом рабочем месте (коп/ч);
 – коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы у базового станка, прил. 2, Б, [3], с. 147-150.
– коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы у базового станка, прил. 2, Б, [3], с. 147-150.
Для станков, не вошедших в приложение 2, можно рассчитать по зависимостям с. 40-42, Б, [3].
Если  , то часовые затраты по эксплуатации рабочего места должны быть скорректированы с помощью коэффициента
, то часовые затраты по эксплуатации рабочего места должны быть скорректированы с помощью коэффициента  .
.
 , где – поправочный коэффициент;
, где – поправочный коэффициент;
 ,
,
где  – по прил. 2, Б, [3], с. 147-150;
– по прил. 2, Б, [3], с. 147-150;
при отсутствии данных  ;
;
 – коэффициент загрузки станка.
– коэффициент загрузки станка.
Капитальные вложения в станок (коп/ч):  ,
,
 – балансовая стоимость станка (руб.), прил. 4, Б, [3], с. 154-196;
– балансовая стоимость станка (руб.), прил. 4, Б, [3], с. 154-196;
 – действительный годовой фонд времени работы станка (4029 часов – при двухсменной работе);
– действительный годовой фонд времени работы станка (4029 часов – при двухсменной работе);
 – для серийных производств (в массовом – по фактической загрузке станка).
– для серийных производств (в массовом – по фактической загрузке станка).
Капитальные вложения в здание (коп/ч):  ,
,
 – производственная площадь, занимаемая станком с учетом проходов (м2):
– производственная площадь, занимаемая станком с учетом проходов (м2):
 ; где
; где  – площадь станка в плане, прил. 4, Б, [3], с. 154-196;
– площадь станка в плане, прил. 4, Б, [3], с. 154-196;
 выбирается из следующих соображений:
выбирается из следующих соображений:

| > 20 | 10 … 20 | 6 … 10 | 4 … 6 | 2 … 4 | < 2 |
|
| 1,5 | 2,5 | 3,5 |
( , если
, если  , то принимают
, то принимают  )
)
При сравнении двух операций механической обработки экономический эффект на программу может быть подсчитан (руб.):
 ;
;
 – технологическая себестоимость сравниваемых операций (коп);
– технологическая себестоимость сравниваемых операций (коп);  – программа выпуска.
– программа выпуска.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2946; Нарушение авторских прав?; Мы поможем в написании вашей работы!