КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производственная мощность предприятия
|
|
|
|
Производственная мощность агрегата.
Производственная мощность агрегата (Ма) определяется как произведение годового планового фонда времени работы (Ф„) и его производительности в единицу времени (Эа):
Ма=Фп ▪Эа. (9.16)
Например, производительность печи для обжига отливок составляет 0,2 тонны деталей в час; плановый фонд времени работы печи в год равен 6,9 тыс. ч; на одно изделие расходуется 0,6 тонны отливок. Производственная мощность печи составляет 1,38 тыс. тонн отливок в год (6900 • 0,2) или 2,3 тыс. изделий (1380:0,6).
Производственная мощность предприятия рассчитывается по ведущему цеху. Для этого определяются производственные мощности всех цехов и строится диаграмма мощностей предприятия. На рисунке 9.2 изображена диаграмма мощностей в разрезе цехов предприятия.
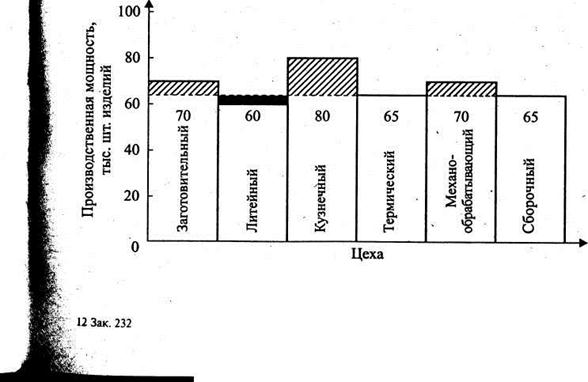
Рис. 9.2. Диаграмма мощности предприятия
Наиболее часто на предприятиях машиностроения и металлообработки за ведущий цех принимается сборочный цех. Если в нашем случае за ведущий цех принять сборочный с наличной мощностью в 65 тыс. изделий, то в заготовительном цехе имеется резерв мощностей, равный 5 тыс. изделий; в кузнечном цехе — 15 тыс. изделий; в механообрабатывающем цехе — 5 тыс. изделий.
Литейный цех будет, наоборот, «узким местом»: в нем имеется недостаток производственной мощности в 5 тыс. изделий в год. Под «узким местом» понимается несоответствие мощности отдельных участков, цехов возможности ведущего оборудования.
Таким образом, при планировании производственной программы необходимо предусмотреть мероприятия, направленные, с одной стороны, на «расшивку узких мест» (увеличение мощности), а с другой — на загрузку имеющихся резервов мощностей. В нашем примере производственная мощность предприятия будет равна 65 тыс. штук изделий в том случае, если у предприятия имеется возможность увеличить пропускную способность литейного цеха на 5 тыс. штук. В противном случае за мощность предприятия следует принять объем производства в 60 тыс. изделий в год.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 560; Нарушение авторских прав?; Мы поможем в написании вашей работы!