КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Нарезание зубчатых колес
|
|
|
|
Существует несколько методов получения зубчатых колес. Например, зубчатые колеса могут быть получены методом отливки. Точность таких колес невысокая, КПД низок. Такие колеса применяются для неответственных тихоходных передач.
Для увеличения качественных показателей колеса, полученные методом отливки, подвергаются механической обработке.
Наибольшее распространение получил метод нарезания зубчатых колес.
Существует 2 принципиально отличающихся метода нарезания:
– метод копирования;
– метод огибания или обкатки.
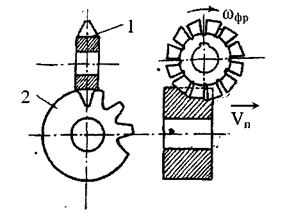 |
Рисунок 1 – Нарезание зубьев дисковой фрезой
Рассмотрим метод копирования. На рисунке 1 показано нарезание зубчатого колеса дисковой фрезой, на рисунке 2 – пальцевой. Режущая кромка инструмента полностью повторяет (копирует) форму нарезаемой впадины. Отсюда и название метода – метод копирования.
Дисковая фреза 1 (рис.1) совершает вращательное движение с угловой скоростью wфр. Заготовка 2 совершает поступательное движение подачи Vп. После прохода впадины заготовка возвращается в исходное положение, затем осуществляется поворот заготовки на угол, соответствующий угловому шагу зубьев, при помощи делительной головки. После этого прорезается следующая впадина.
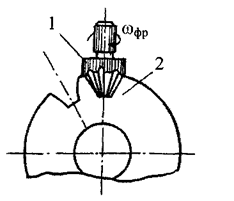 |
Рисунок 2 – Нарезание зубьев пальцевой фрезой
При нарезании пальцевой фрезой (рис.2) осуществляется движение резания wфр, движение подачи вдоль оси заготовки 2 и движение деления после каждого прохода впадины зубчатого колеса. При нарезании косозубых колес (или шевронных), движение подачи сочетается с вращательным движением заготовки, что дает возможность получить зубья, расположенные под определенным углом.
Метод копирования при нарезании зубчатых колес применяется редко, вследствие
следующих недостатков:
а) низкая производительность, т.к. последовательно прорезается каждая впадина;
б) невысокая точность, зависящая от точности делительного инструмента (погрешность в шаге зубьев);
в) теоретически для каждого числа зубьев одного и того же модуля требуется своя фреза.
Рассмотрим более подробно последний недостаток. Режущая кромка фрезы выполняется по эвольвенте одной определенной основой окружности. Колеса с одинаковым модулем, но с различными числами зубьев, имеют разные радиусы основных окружностей. Профили их зубьев должны быть очерчены неодинаковыми эвольвентами. Поэтому теоретически при одном и том же модуле для каждого числа зубьев нужно иметь свою фрезу. На практике ограничиваются наборами из нескольких фрез, которыми нарезаются все встречающиеся числа зубьев. На каждой фрезе указан модуль и какие числа зубьев можно нарезать этой фрезой. Примерно до z=18 для каждого числа зубьев – своя фреза. Затем в интервале 18-50 чисел зубьев – через 2-3 зуба. В интервале z=50 и выше – через 10 зубьев. В середине интервала есть соответствие между нарезаемой эвольвентой и эвольвентой инструмента. Чем больше интервал, тем больше погрешность между требуемой и действительной эвольвентой нарезаемых зубьев. Таким образом, уже в самом методе заложена определенная погрешность.
Однако, несмотря на указанные недостатки, метод копирования применяется при нарезании колес с большими числами зубьев (>120), при нарезании шевронных колес.
Шевронные колеса могут быть сборными. Тогда они нарезаются как косозубые колеса, что дает возможность использовать более производительный и более точный метод – метод обкатки.
Метод обкатки более точен и производителен, чем метод копирования. Он позволяет одним инструментом нарезать теоретически любое число зубьев и представляет большие возможности в получении более целесообразной формы зуба (за счет смещения).
Метод обкатки состоит в том, что инструмент и заготовка на станке образуют правильное эвольвентное зацепление, т.е. их движения согласованы определенным образом.
При нарезании зубчатых колес методом обкатки применяется инструмент двух типов:
долбяк и инструментальная рейка.
Долбяк представляет собой зубчатое колесо, которое выполнено по всем правилам изготовления режущего инструмента: с передним и задним углами резания, утончением в направлении от передней режущей грани.
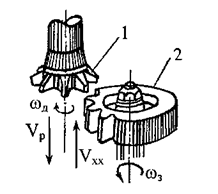 |
Рисунок 3 – Нарезание зубьев долбяком
Процесс нарезания долбяком в упрощенном виде можно представить следующим образом (рис.3). Долбяк 1 движется сверху вниз, прорезая впадину со скоростью резания Vр. Затем он несколько отодвигается от заготовки 2 и движется вверх со скоростью холостого хода Vхх, поворачивается на небольшой угол φд. Угол поворота заготовки и угол поворота долбяка связаны отношением:
 ,
,
где zд - это число зубьев долбяка,
zз - число зубьев нарезаемого колеса.
Затем долбяк движется вниз, производя рез. В процессе нарезания долбяк как бы зацепляется с нарезаемым колесом, профили зубьев которого образуются, как огибающие к положениям зубьев долбяка, движущегося относительно заготовки.
Аналогичная картина происходит при нарезании зубчатого колеса эвольвентой рейкой. Эвольвентная рейка совершает возвратно-поступательное движение резания с подачей в радиальном направлении и прерывисто-поступательное движение обкатки по отношению к заготовке. Заготовка – вращательно-прерывистое движение.
Инструментальная рейка может быть выполнена в виде червячной фрезы. Червячную фрезу можно представить как множество реек, которые на поверхности цилиндра установлены по винтовой линии. В осевом сечении червячной фрезы 1 получается инструментальная рейка (рис.4).
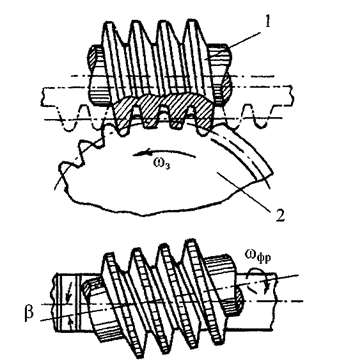
Рисунок 4 – Нарезание зубьев червячной фрезой
Если фреза вращается с некоторой угловой скоростью wфр, то сечение будет смещаться вдоль оси с некоторой линейной скоростью Vр. Вращение заготовки и вращение фрезы сочетаются таким образом, чтобы их линейные скорости в полюсе зацепления были равны.
Схема нарезания эвольвентного колеса инструментом реечного типа.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 3926; Нарушение авторских прав?; Мы поможем в написании вашей работы!