КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Одноконтактные приборы активного контроля
|
|
|
|
Приборы активного контроля различают по числу контактов с обрабатываемой поверхностью детали: одноконтактные, двухконтактные и трехконтактные.

|
| Рис. 5.4. Схема одноконтактного прибора активного контроля |
На рис. 5.4 представлена схема одноконтактного прибора активного контроля. Здесь измеряется расстояние b от места закрепления измерительной оснастки до обрабатываемой поверхности вала. При этом измерение диаметра D с нужной точностью обеспечивается только в том случае, если расстояние а от места закрепления прибора до базы оси центров сохраняется достаточно постоянным в период между подналадками прибора.
Таким образом, одноконтактные ПАК измеряют радиус детали и включают в измерительную размерную цепь элементы датчика, его подвески, станка и зажимного приспособления. Они занимают на станке незначительную площадь, не мешают при установке деталей на станок, имеют простую конструкцию и требуют немного времени для настройки на заданный размер. Но следует обратить особое внимание на погрешности, возникающие вследствие температурных и других деформаций системы станок, прибор, инструмент, деталь (СПИД) и расположения измерительного наконечника на поверхности обрабатываемой детали (рис. 5.5).
На рис. 5.5, а показано одноконтактное устройство, наконечник которого контактирует с обрабатываемой деталью в наивысшей или наинизшей точке, а на рис. 5.5, б - устройство, наконечник которого контактирует в точке, противоположной точке касания шлифовального круга. При таком расположении наконечника на этих двух схемах прибор автоматического контроля реагирует на деформацию изгиба детали и на отжим центров станка, происходящие под действием усилия резания при шлифовании.
Иначе работает устройство, изображенное на рис. 5.5, в. Закрепление ПАК на кожухе круга позволяет контролировать деталь по всей длине. ПАК не реагирует на деформацию изгиба детали и на отжим центров станка, так как стрела прогиба детали равна перемещению всего устройства, передвигающегося с кожухом круга. Однако это устройство реагирует на износ круга, вследствие чего расстояние между поверхностью круга и наконечником изменяется.
На рис. 5.5, г показана схема одноконтактного устройства, основанного на принципе падающего контакта. По мере сошлифования припуска диаметр детали уменьшается и наконечник 1 измерительного рычага под действием пружины 2 перемещается по стрелке. При достижении деталью заданного размера рычаг 3 отходит настолько, что падающий контакт 4 соскакивает с призмы рычага 3 и замыкает контакт 5, это вызывает срабатывание электромагнитного реле, отключающего отход шлифовального круга от детали. Один из недостатков этого устройства - наличие одного электрического контакта, позволяющего работать только на одной подаче.
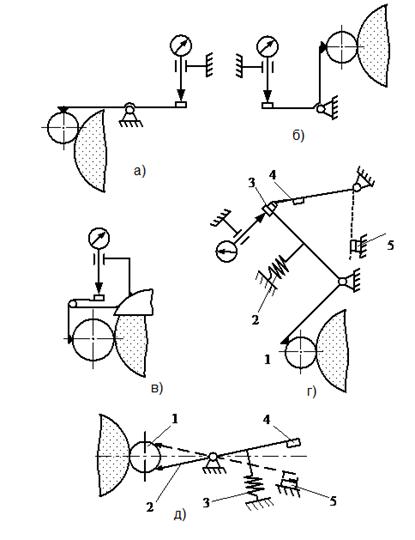
Рис. 5.5. Схемы одноконтактных ПАК
Представляют интерес устройства, работающие по принципу проскакивания (рис. 5.5, д). Под деталь 1 подводится измерительный рычаг 2, который по мере сошлифования припуска поднимается вверх. При достижении заданного размера детали рычаг 2 под действием пружины 3 проскакивает вверх и замыкает контакты 4 и 5, что вызывает срабатывание электромагнита, выключение подачи и остановку станка.
Влияние расположения измерительного наконечника на обрабатываемой детали показано на рис. 5.6.
|
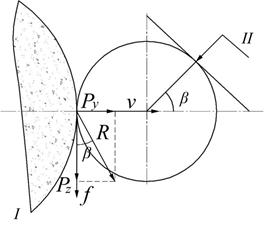
| Рис. 5.6. Влияние прогиба детали на погрешности одноконтактных приборов: I – измерение снизу; II - оптимальное расположение измерительного наконечника |
В процессе шлифования на обрабатываемую деталь воздействуют сила резания Pz и сила Ру от поперечной подачи. Под действием равнодействующей силы R обрабатываемая деталь перемещается по горизонтали на расстояние v. Датчик, установленный в положение I, имеет погрешность f, равную F= v·cosβ. Датчик, установленный в положение II (под углом β), находится перпендикулярно к направлению деформации, вызываемой силой R, благодаря чему она на него почти не действует.
Для загрузки деталей на станок такое расположение неудобно, поэтому такая установка прибора несмотря на преимущества применяется редко.
Одноконтактные приборы активного контроля следует применять только при обработке жестких коротких валов, имеющих сравнительно большие допуски (0,02-0,05мм). Поэтому они нашли распространение на шарикоподшипниковых заводах при шлифовании беговых дорожек внутренних колец подшипников качения. Для измерения диаметров длинных валов, которые нужно шлифовать в центрах, такие устройства нельзя рекомендовать.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 754; Нарушение авторских прав?; Мы поможем в написании вашей работы!