КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Класифікація порошкових дротів, сортамент і технічні вимоги
|
|
|
|
Порошкові дроти, залежно від основного призначення, мають системи, що відрізняються, класифікації. Для зварювальних порошкових дротів найбільш важливим є спосіб застосовуваного захисту, можливість застосування для зварювання в різних просторових положень, гарантовані показники механічних властивостей, тип сердечника. Наплавочні порошкові дроти класифікують, в основному, по типі наплавленого металу.
Головним технічним показником, по якому ведеться класифікація всіх видів порошкового дроту, є її призначення. Призначення зварювального порошкового дроту визначається, насамперед, класом металу, що зварює. Найбільше застосування мають дроту для зварювання низьковуглецевих конструкційних і низьколегованих сталей. Дроту для зварювання легованих сталей, чавуну, кольорових металів і сплавів виробляються поки в невеликій кількості.
Розрізняють дроту загального й спеціального призначення. До другої групи відносять дроту для електродугового зварювання із примусовим або напівпримусовим формуванням шва, підводний, ванною зварювання й ряд інших. Деякі типи порошкового дроту загального призначення використають також для спеціальних цілей тільки у випадку виконання їх відповідно до вимог до дротів такого типу.
Порошкові дроти застосовуються для зварювання без захисту й з додатковим захистом зони дуги газом або флюсом. Дроти, що не вимагають застосування додаткового захисту, звуться самозахисних.
Ппро можливості зварювання в різних просторових положеннях розрізняють чотири основні групи дротів. Дроти, що допускають зварювання у всіх просторових положеннях, називають універсальними. До другої групи відносять дроту, які дозволяють виконувати зварювання у всіх положеннях, за винятком стельового. У третю групу входять дроту, що допускають зварювання в нижнім і горизонтальному положеннях на вертикальній площині, а в четверту — допускающие зварювання тільки в нижнім положенні.
Класифікація порошкового дроту по типі сердечника важлива для оцінки характеру металургійних процесів зварювання, що дозволяють визначати умови застосування дроту й технологічних особливостей процесу.
Рутиловий, рутил-флюоритний і ільменітовий типи сердечника типові для дротів, використовуваних із захистом СО2, а рутил-органічний, карбонатно-флюоритний (основний) і флюоритний типи сердечника — переважно для самозахисних порошкових дротів.
Класифікація по механічних властивостях металу шва й звареного з'єднання дозволяє визначити придатність дроту для виконання зварювання стали певного класу й конкретної марки, а також відповідність одержуваного звареного з'єднання вимогам, що визначають його службові характеристики. Цей вид класифікації побудований за принципом визначення мінімально необхідних величин тимчасового опору розриву, щодо подовження, ударної в'язкості й ряду інших показників механічних властивостей металу шва й звареного з'єднання, обумовлених при випробуванні стандартних зразків у стані після зварювання або термообробки. При визначенні типу дроту по гарантованій величині тимчасового опору розриву встановлюється величина σв (у МПа). При класифікації по ударній в'язкості визначають температуру випробувань, при якій гарантується величина ударної в'язкості вище 340 кдж/м2 (3,5 кгс-м/см2).
Класифікація зварювальних і наплавочних порошкових дротів за такими показниками, як продуктивність процесу, характеристики розплавлювання, зварювально-технологічні властивості, газопилевиділення, не проводиться. Вимоги до цих показників визначені в технічних умовах на дріт, стандартах і методичних вказівках по проведенню зварювання в певних галузях промисловості й будівництва.
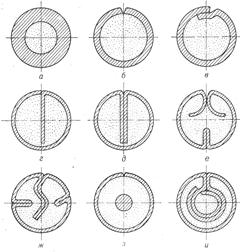 Особливості виробництва й технічних характеристик порошкового дроту визначаються значною мірою її конструкцією. Поперечні перерізи порошкових дротів різних конструкцій наведені на мал. 4.1. Промислове застосування знайшли конструкції типу а, б, в, м, і. Дроту складного перетину (е, ж, і) використаються переважно як самозахисні. Трубчаста конструкція з нахльостом застосовується частіше при виготовленні наплавочних дротів.
Особливості виробництва й технічних характеристик порошкового дроту визначаються значною мірою її конструкцією. Поперечні перерізи порошкових дротів різних конструкцій наведені на мал. 4.1. Промислове застосування знайшли конструкції типу а, б, в, м, і. Дроту складного перетину (е, ж, і) використаються переважно як самозахисні. Трубчаста конструкція з нахльостом застосовується частіше при виготовленні наплавочних дротів.
Малюнок 1 - Розповсюджені конструкції порошкового дроту:
а, б - трубчаста; в - з нахльостом; м, д - із загином крайок; е, ж, і - складного перетину; з - з додатковим елементом
Одним з основних технічних показників якості виготовлення порошкового дроту є величина й рівномірність заповнення оболонки шихтою. Величину частки сердечника в дроті прийнято називати коефіцієнтом заповнення, що визначається як відношення маси порошкового наповнювача до маси всього дроту:

де Gп—масса порошку-наповнювача (сердечника);
Gпр — загальна маса дроту;
Коефіцієнт заповнення прийнятий обчислювати у відсотках. Значення коефіцієнта заповнення для зварювальних порошкових дротів перебувають у межах 5-40%, наплавочних 15-45%. Стабільність показника величини коефіцієнта заповнення по довжині дроту, тобто рівномірність її заповнення, визначається рівнем технології виробництва й стабільністю роботи дозуючих і пристроїв, що заповнюють.
Розроблено технологію виробництва порошкового дроту діаметром від 1 до 6 мм, однак промислове значення має виробництво зварювального порошкового дроту діаметром від 1,6 до 4,0 мм, а наплавочної - від 2 до 5 мм. Загальновизнаним є установка негативного допуску для продукції волочіння. З огляду на специфіку виробництва порошкового дроту й можливості зварювального встаткування, відповідно до технічних умов дозволяється плюсової допуск на готовому розмірі.
Порошковий дріт повинна надійно й без утруднень переміщатися механізмами, що подають, автоматів, напівавтоматів і забезпечувати стабільне виконання процесу зварювання або наплавлення. Відповідно до технічних вимог поверхня дроту повинна бути гладкої, без вм'ятин, надривів, виступів і подряпин. Допускаються лише поздовжні подряпини від волочіння. Дріт може мати сліди волочильного змащення на поверхні, якщо це передбачено технічними умовами на її виготовлення й застосування. Неприпустимим є наявність іржі або забруднення поверхні. Для зняття волочильного змащення з поверхні порошкового дроту, з огляду на її малу деформаційну здатність на готовому розмірі, найчастіше використають низькотемпературну термообробку дроту при температурі 230—250°С у плин 2,5—3 ч.
Недопустимим є висипання порошку-наповнювача при русі дроту по трактах, що подають, зварювальних машин, а також вільне висипання порошку з кінця дроту. Тому всі типи порошкового дроту для зварювання повинні мати достатній ступінь обтиснення порошкового сердечника, що досягається волочінням.
Порошковий дріт поставляється у вільні й формованих мотках на оправленні, каркасі й без них, а також намотаної на стандартні котушки. Розміри мотків готового дроту обмежені по внутрішньому (150 мм) і зовнішньому (350 мм) діаметрах; маса мотка повинна бути в межах 5-30 кг; сплутування дроту в мотку неприпустимо.
Найкраще впакування дроту - герметична. Для цієї мети використають поліетиленові або з іншого матеріалу мішки з герметичною заваркою. Мішки для механічної міцності впакування додатково поміщають у картонні або дерев'яні ящики або металеві банки. Поширено впакування дроту в металеві банки з наступним завальцюванням останніх або заваркою швів контактним зварюванням, причому в такі ємності обов'язково поміщають вологопоглинач (силікагель) у кількості 1% від маси дроту.
Загальними технічними вимогами для всіх типів дроту по зварювально-технологічними властивостях є наступні:
· дуга повинна легко збуджуватися й стабільно горіти;
· дріт повинна плавитися без надмірного розбризкування електродного металу;
· образующийся при зварюванні або наплавленні шлаки повинен покривати поверхня шва або наплавлення й легко відділятися після охолодження;
· зварений шов або наплавлений валик повинні мати необхідну форму й бути вільними від зовнішніх і внутрішніх дефектів. Кількість і розміри припустимих дефектів регламентовані технічними умовами.
Технічна документація на порошковий дріт повинна включати технічні умови, паспорт і технологічну інструкцію з виготовлення. При поставці порошкового дроту кожне впакування повинна бути постачена етикеткою або маркуванням із вказівкою підприємства-виготовлювача, типу й марки дроту, номера партії, її маси (нетто), дати виготовлення. Відповідність порошкового дроту вимогам технічних умов засвідчує сертифікатом, у якому крім вищевказаних даних приводяться технічні показники (діаметр, коефіцієнт заповнення) і результати всіх проведених приймальних випробувань.
Транспортування порошкового дроту роблять в умовах, що запобігають механічне ушкодження впакування й прямий вплив забруднень, вологи й атмосферних опадів. Зберігання повинне здійснюватися в сухих приміщеннях при температурі не нижче плюс 15°С.
Виготовлювач гарантує відповідність порошкового дроту вимогам при дотриманні умов транспортування, зберігання й застосування, регламентованих технічною документацією. Гарантійний строк зберігання дроту для більшості промислових марок - 6 місяців від дня виготовлення.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 2141; Нарушение авторских прав?; Мы поможем в написании вашей работы!