КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Продольно-строгальные станки
|
|
|
|
Продольно-строгальные станки предназначены для обработки плоских поверхностей различных деталей. На них можно производить черновое, чистовое, а также отделочное строгание. Применяются эти станки в основном на заводах среднего и тяжелого машиностроения в условиях индивидуального и мелкосерийного производства, а также в ремонтных цехах.
Установленной на столе детали при обработке сообщается прямолинейное возвратно-поступательное движение. При рабочем ходе происходит процесс резания, при обратном резец (или резцы) несколько приподнимается, чтобы задняя поверхность его не касалась детали. Подача резца происходит на каждый ход обычно во время реверсирования стола с обратного хода на рабочий, т. е. перед началом рабочего хода стола.
У продольно-строгальных станков привод стола осуществляется от электродвигателя постоянного тока, который наряду с бесступенчатым регулированием скорости движения обеспечивает плавное врезание резца в деталь и замедленный выход его из детали в конце рабочего хода. Скорость обратного хода стола регулируется независимо от скорости рабочего хода. Механизм установки длины хода стола обеспечивает минимальную величину перебега стола на всем диапазоне скоростей движения стола.
Основными размерами продольно-строгальных станков являются наибольшая длина и наибольшая ширина строгания, а также наибольшая высота подъема поперечины (траверсы) с суппортами.
В зависимости от устройства поперечин различают двустоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные.
Продольно-строгальный двустоечный станок 7212 (рис. 192) имеет следующую характеристику. Наибольшие размеры обрабатываемой детали: ширина 1250 мм, высота 1120 мм, размер рабочей поверхности стола: длина 1120 мм, ширина 400 мм; скорость хода стола: рабочего 4—80 м/мин; обратного 12—80 м/мин; подача вертикальных суппортов на двойной ход: горизонтальная 0,5—25 мм, вертикальная 0,25—12,5 мм; мощность электродвигателя привода стола 55 квт.
Движения в станке. Главное движение — прямолинейное возвратно-поступательное движение стола совместно с обрабатываемой деталью. Движения подач — прерывистые поступательные перемещения вертикальных суппортов в поперечном, вертикальном и наклонном направлениях и бокового суппорта в вертикальном и горизонтальном направлениях. Вспомогательные движения — механизированные быстрые и ручные перемещения суппортов в указанных направлениях, подъем и опускание траверсы и т. п.
Стол станка получает движение от электродвигателя постоянного тока через механическую коробку скоростей. Автоматический цикл движения стола состоит из медленного врезания резца в обрабатываемую заготовку, разгона стола до установленной скорости резания, рабочего хода с этой скоростью; уменьшения скорости стола перед выходом резца из металла; быстрого возврата стола с установленной скоростью, обратного хода.
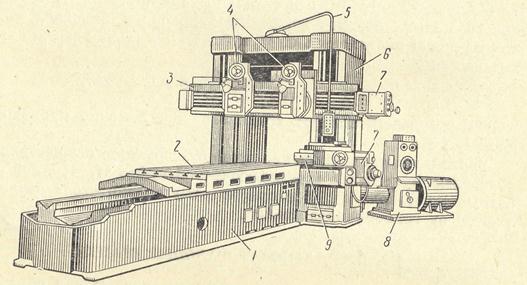
Рис. 192. Продольно-строгальный станок 7212: 1 — станина; 2 — стол; з — траверса (поперечина); 4 — вертикальные суппорты; б — подвеска пульта управления; в — портал; 7 — коробка подач вертикальных и боковых суппортов; 8 — привод стола; 9 — боковой суппорт
Станок имеет один боковой суппорт и два вертикальных, расположенных на траверсе. Вертикальные суппорты приводятся в движение электродвигателем, помещенным на траверсе. Суппорты могут получать установочное перемещение или рабочую периодическую подачу в горизонтальном или вертикальном направлениях. Вертикальные суппорты можно перемещать и вручную посредством съемной рукоятки с лимбом (для отсчета перемещений суппортов).
Ползуны вертикальных суппортов могут быть повернуты на угол ± 60° для обработки плоскостей под углом. Боковой суппорт станка может перемещаться вертикально по направляющим стойки, а его салазки — горизонтально. Боковой суппорт приводится в движение также от отдельного электродвигателя через свою коробку подач.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1582; Нарушение авторских прав?; Мы поможем в написании вашей работы!