КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Долбежный станок 7м430
|
|
|
|
Назначение станка — долбежная обработка плоских и фасонных наружных и внутренних поверхностей, вырезов, канавок в конических и цилиндрических отверстиях и обработка поверхностей, наклоненных под углом до 10° к вертикали. Станок 7М430 применяется в условиях единичного и мелкосерийного производства.
Характеристика станка: наибольший ход ползуна (долбяка) 320 мм; диаметр рабочей поверхности стола 630 мм; наибольшее перемещение стола — продольное 650 мм, поперечное 500 мм; скорость долбяка 5—36 м/мин; подачи стола на двойной ход долбяка — продольные 0,2—2,4 мм, поперечные 0,2—2,4 мм, круговые 0,1—1,4 мм, мощность электродвигателя главного движения 7 кет; габаритные размеры 2650 X 1810 X 2890 мм.
Движения в станке. Обрабатываемая деталь получает продольную, поперечную и круговую подачи. Для этого на основном столе станка, расположенном на горизонтальных направляющих станины, помещен другой — вращающийся круглый стол, снабженный делительным механизмом. Резец закреплен на ползуне, установленном на вертикальных направляющих станины.
Главное движение — прямолинейное возвратно-поступательное движение ползуна (долбяка) — осуществляется от гидропривода. Масло из резервуара нагнетается в гидросистему наеосами 1 и 2 (рис. 193), приводимыми от электродвигателя Э1 {N = 7 кет; n = 970 об/мин). Масло от насосов по трубам 3 и 4 поступает в гидропанели 5. При поступлении масла под давлением по трубе 6 в камеру 7 цилиндра поршень 8 опускает ползун 9, сообщая ему рабочий ход. Одновременно с ползуном движется вниз зубчатая рейка т = 2,5 мм, которая вращает реечное зубчатое колесо z = 28, вал I, конические колеса  , вал II, вторую пару конических зубчатых колес , вал III, диск 10 и кулачки 11.
, вал II, вторую пару конических зубчатых колес , вал III, диск 10 и кулачки 11.
В конце рабочего хода один из кулачков (11) нажимает на плечо рычага 12, переключая золотник управления. После переключения золотника управления масло под давлением поступает по трубе 13 в камеру 14 цилиндра, поднимая поршень 8 и сообщая ползуну 9 обратный ход. При этом диск 10 с кулачками 11 вращается в обратную сторону и один из кулачков нажатием на плечо рычага 12 переключает золотник управления, переводя его в прежнее положение, т. е. опять включается рабочий ход ползуна. Цикл движения ползуна продолжается до тех пор, пока не будет выключен гидропривод. Величина и участок хода ползуна зависят от положения кулачков 11 на диске 10. Так как максимальный ход ползуна 320 мм, то за время его перемещения на это расстояние диск 10 повернется на угол

Таким образом, кулачки 11 на диске 10 должны устанавливаться в пределах угла 163°.
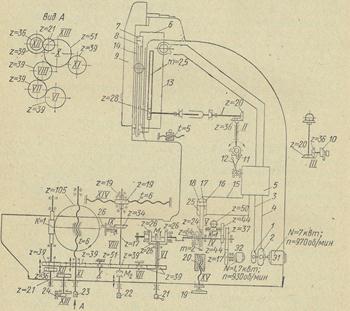
Рис. 193. Кинематическая схема долбежного станка 7М430
Прерывистые подачи стола осуществляются от гидропанели 5, которая в момент реверсирования движения ползуна с обратного хода на рабочий подает масло под давлением по трубе 15 в камеру 16 цилиндра 17. Поршень 18 механизмом, аналогичным механизму подач станка 7М36, поворачивает храповое колесо z = 64 на K зубьев. Величина подачи регулируется маховиком 19, с помощью которого перемещается упор, ограничивающий ход поршня 18 цилиндра 25.
Уравнения кинематических цепей соответственно для продольной, поперечной и круговой подач:



Включение и реверсирование подач производится рукояткой 21 при помощи муфты М1. Продольная подача включается муфтой М2, поперечная — зацеплением зубчатого колеса г = 39, расположенного на шлицах винта XI, с колесом z = 51 вала X. Круговая подача включается передвижением блока зубчатых колес z = 39 и Z = 36 в положение, показанное на рис. 193. Наибольший поворот храпового колеса z = 64 за один двойной ход долбяка равен 26 зубьями (Кmax = 26).
Перемещения стола. Быстрые установочные перемещения стола производятся от отдельного электродвигателя Э2 (N = 1,7 кет; n = 930 об/мин) по тем же кинематическим цепям, что и при прерывистых подачах стола, только без участия гидропривода.
Перемещения стола вручную осуществляются вращением квадрата 22 при включенной муфте Мг или маховика 26 (продольное перемещение), квадрата 23 при выключении из зацепления зубчатого колеса z = 39 с колесом z = 51 вала X (поперечное перемещение) и вращением рукоятки 24 при включении в зацепление колес Z = 21 и 2 = 36 валов XIII и XII (круговое движение).
Наибольшее распространение получили горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания.
Главным движением у протяжных станков является движение либо инструмента (протяжки), либо заготовки при неподвижном инструменте. Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются:
а) наибольшая тяговая сила протягивания, она может достигать 290—390 кН (30 000—40 000 кгс) у средних станков и 1170 кН (120 000 кгс) у крупных станков;
б) максимальная длина хода протяжки; для средних станков она колеблется в пределах 350—2300 мм.
Обычно протяжные станки работают по полуавтоматическому циклу. Протяжные станки имеют, как правило, гидравлический привод, однако выпускаются высокоскоростные протяжные станки, у которых применяется электромеханический привод от электродвигателя постоянного тока.
|
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 1948; Нарушение авторских прав?; Мы поможем в написании вашей работы!