КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Параметрическая оптимизация
|
|
|
|
Как правило, параметрическая оптимизация относится к оптимизации режимов резания. Параметрическая оптимизация реализует основную цель технологических операций – обработать требуемое количество заготовок по заданным техническим требованием при наименьших затратах труда.
Для оптимизации режимов резания существует 2 подхода: ранняя, статическая оптимизация и динамическая оптимизация.
Статическая оптимизация. В основу берется зависимость «износ – время» (hз, τ) (рис.1.36), за критерий, как правило, принимается технологический износ, т.е. принцип равного износа, выбирается по качеству обработанной поверхности (шероховатости).
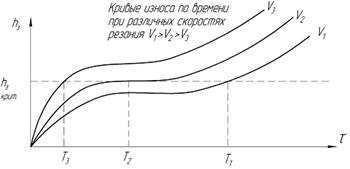
Рисунок 1.36 – Зависимости износа по времени
Кривые «износ – время» получаются экспериментальным путем hз – τ. Для пар «обрабатываемый материал – инструментальный материал» проводятся опыты по исследованию характера износа инструмента во времени при варьировании скорости резания. Все другие технологические параметры будут постоянными.
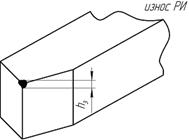
Рисунок 1.37 – Износ режущего инструмента
Технологический критерий износа характеризует требуемое достижимое качество поверхности детали.
В координатах «стойкость – скорость» Т - V (стойкость режущего инструмента до заданного критерия износа) (рис. 1.38) находим величину показателя степени m.
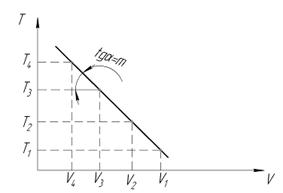
Рисунок 1.38 – Стойкость инструмента до заднего критерия износа
Расчет проводится по обобщенной стойкостной зависимости:
 , мин
, мин
Цель технологической операции – обработать требуемое количество заготовок с заданными техническими требованиями в определенный промежуток времени при наименьших затратах труда.
Применительно к технологической операции затраты на обработку одной заготовки равны:
 ,
,
где С – себестоимость обработки одной заготовки;  – приведенные капитальные вложения в производственные фонды, обусловленные выполнением операций; К – нормативный коэффициент эффективности капитальных вложений, равен 0,15.
– приведенные капитальные вложения в производственные фонды, обусловленные выполнением операций; К – нормативный коэффициент эффективности капитальных вложений, равен 0,15.
Существует математическое соотношение, связывающее величину приведенных затрат с режимами обработки
 , (1.7)
, (1.7)
где  – время резания;
– время резания;  – продолжительность простоя станка, связанного со сменной режущего инструмента;
– продолжительность простоя станка, связанного со сменной режущего инструмента;  – число деталей, обработанных за период стойкости; Е – приведенные затраты на эксплуатацию станка и заработную плату рабочего; И – приведенные затраты, обусловленные эксплуатацией режущего инструмента за период его стойкости, включая затраты на переточку и заработную плату наладчика.
– число деталей, обработанных за период стойкости; Е – приведенные затраты на эксплуатацию станка и заработную плату рабочего; И – приведенные затраты, обусловленные эксплуатацией режущего инструмента за период его стойкости, включая затраты на переточку и заработную плату наладчика.
Рассмотрим обработку одинаковых заготовок с постоянными режимами резания. Тогда
 , (1.8)
, (1.8)
где Т – период стойкости инструмента;  – длина обработки;
– длина обработки;  – общая ширина обрабатываемой поверхности; В – ширина фрезерования;
– общая ширина обрабатываемой поверхности; В – ширина фрезерования;  – суммарный припуск, снимаемый на данных операциях.
– суммарный припуск, снимаемый на данных операциях.
Из выражений (1.7) и (1.8) следует, что приведенные затраты можно найти по предложенной зависимости
 . (1.9)
. (1.9)
При равномерной обработке значение  в формуле (1.9) может быть опущено как константа.
в формуле (1.9) может быть опущено как константа.
При однопроходной обработке  ,
,  и выражение (1.9) упрощается. В то же время период стойкости инструмента надо рассматривать как некоторую функцию режима резания
и выражение (1.9) упрощается. В то же время период стойкости инструмента надо рассматривать как некоторую функцию режима резания  , причем Н зависит от условий обработки.
, причем Н зависит от условий обработки.
Математически выраженным критерием оптимального режима обработки может служить функция
 . (1.10)
. (1.10)
Функцию  называют целевой. Минимум целевой функции (1.10) будет соответствовать минимальным затратам на обработку.
называют целевой. Минимум целевой функции (1.10) будет соответствовать минимальным затратам на обработку.
При точении целевую функцию удобнее представить в виде функции аргументов 
 . (1.11)
. (1.11)
В рассмотренной целевой функции оценку эффективности режимов резания производят по среднему периоду стойкости инструмента.
При обработке с переменными параметрами режима резания (динамическая оптимизация) средняя величина затрат, приходящихся на единицу объема удаляемого материала, будет определяться не целевой функцией (1.11), а функционалом
 , (1.12)
, (1.12)
где Т – стойкость режущего инструмента при переменных параметрах процесса обработки.
Понятие функционала относится к вариативному исчислению – это математическая дисциплина, посвященная косвенному поиску экстремальных значений. Под функционалом понимается числовая функция, определенная на нескольких классах функций. Примером функционала является интеграл
 ,
,
где  – непрерывная функция, определенная на отрезке [a,b].
– непрерывная функция, определенная на отрезке [a,b].
В основе решения задач оптимальных уравнений лежит математический прием, который носит название “принцип” максимума Понтрягина, позволяющий найти оптимальное уравнение. Решается при одинаковых начальных условиях, но при разных уравнениях.
Поскольку связь между величиной износа инструмента и изменяющимися во времени параметрами режима резания может быть выражена только в дифференциальной форме, необходимо внести понятие мгновенной интенсивности износа инструмента
 .
.
При этом величина стойкости Т определяется из соотношения
 (1.13),
(1.13),
где  – допустимый износ инструмента.
– допустимый износ инструмента.
Минимум функционала (1.12) при изменяющихся условиях обработки бут соответствовать некоторому оптимальному значению изменения между интенсивностью удаления припуска и интенсивность расхода ресурса инструмента. Нет четкой взаимосвязи между интенсивностью износа и режимом резания. Рассмотрим это соотношение при стационарных условиях обработки. Интенсивность износа:
 . (1.14)
. (1.14)
Выясним, можно ли управляя режимом резания эффективно управлять расходом ресурса инструмента. Доя этого необходимо найти такой алгоритм режима резания во времени, который бы обеспечивал минимум приведенных удельных затрат, вычисленных по формуле (1.12). При этом время Т работы инструмента не задано, а определяется граничными условиями:  (1.15)
(1.15)
Рассматриваемая задача может быть сформулирована следующим образом. Поведение объекта описывается дифференциальным уравнением (1.14). Фазовой координатой является износ  , управляемый
, управляемый  . Среди всех допустимых решений, переводящих объект из состояния
. Среди всех допустимых решений, переводящих объект из состояния  в состояние
в состояние  , необходимо найти такое, при котором правая часть функционала (1.12) принимает минимальное значение. Для решения используем принцип Понтрягина.
, необходимо найти такое, при котором правая часть функционала (1.12) принимает минимальное значение. Для решения используем принцип Понтрягина.
Функционал (1.12) имеет сложный вид, задачу решаем в два этапа. На первом этапе стойкость считается заданной величиной. В этом случае выражение (1.12) достигает минимума при максимуме функционала
 . (1.16)
. (1.16)
Для зависимостей (1.15) и (1.16) построим функцию Гамильтона-Понтрягина
 , (1.17)
, (1.17)
где р – вспомогательная функция времени (присоединительная функция).
Согласно принципу максимума Понтрягина
 . (1.18)
. (1.18)
При оптимальном управлении функция Н принимает максимальное значение при соответствующих условиях (каноническое уравнение):
 . (1.19)
. (1.19)
Совместное решение уравнений (1.14), (1.18) и (1.19) при граничных условиях (1.15) дает  ,
,  ,
,  . Подставим эти функции в функционал (1.12) после вычисления определенного интеграла в знаменателе получим
. Подставим эти функции в функционал (1.12) после вычисления определенного интеграла в знаменателе получим  .
.
На втором этапе находим такое Т, которое соответствует минимуму функции и, следовательно, оптимальному управлению. В результате решения находится оптимальная траектория износа режущего инструмента во времени при соответствующих значениях , которая будет определять минимальную величину затрат на условную единицу объема удаляемого материала при механической обработке.
|
|
|
|
|
Дата добавления: 2014-10-22; Просмотров: 786; Нарушение авторских прав?; Мы поможем в написании вашей работы!