КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Требования, предъявляемые к математическим моделям
|
|
|
|
К математическим моделям предъявляются следующие основные требования:
· универсальности (характеризует полноту отражения в ней свойств реального объекта);
· точности (оценивается степенью совпадения значений выходных параметров реального объекта и значений тех же параметров, рассчитанных с помощью модели);
· адекватности (способность модели отражать заданные свойства объекта с погрешностью, не выше заданной);
· экономичности (характеризуется затратами вычислительных ресурсов на ее реализацию);
· вычислимости (возможность ручного или с помощью ЭВМ исследования качественных и количественных закономерностей функционирования объекта (системы));
· модульности (соответствие конструкций модели структурным составляющим объекта (системы));
· алгоритмизируемости (возможность разработки соответствующих алгоритма и программы, реализующих математическую модель на ЭВМ);
· наглядности (удобное визуальное восприятие модели).
Задача оптимизации технологических процессов является комплексной, требующей проведения анализа и выбора технологических решений на различных уровнях проектирования и обеспечивающей минимальные значения приведенных затрат с одновременным соблюдением ряда технических ограничений.
При комплексном подходе следует различать два вида оптимизации технологических процессов, выполняемых на различных этапах технологического проектирования (табл. 1.5).
Структурная оптимизация – выбор оптимального технологического маршрута, операции, перехода, вида и методов изготовления заготовки, способов базирования, оборудования, приспособлений, инструмента и т.д.
Параметрическая оптимизация – выбор оптимальных технологических параметров – допусков на межоперационные размеры, припусков, режимов резания, геометрических размеров режущего инструмента и др.
Такой подход к оптимизации значительно усложняет решение задачи. Так, при параметрической оптимизации необходимо иметь решение о выборе структуры соответствующего уровня. В то же время структурная оптимизация требует знания значений параметров, входящих в соответствующую структуру. Это противоречие может быть устранено при построении алгоритмов оптимизации технологических процессов за несколько операций.
Таблица 1.5 – Виды оптимизации на различных этапах проектирования технологического процесса
| Этапы проектирования технологического процесса (ТП) | Структурная оптимизация | Параметрическая оптимизация |
| 1. Анализ исходных данных разработки ТП | – | – |
| 2. Выбор действующего типового ТП | + | – |
| 3. Заготовка (выбор и методы ее изготовления) | + | – |
| 4. Выбор технологических баз | + | – |
| 5. Составление технологического маршрута обработки | + | – |
| 6. Разработка технологических операций | + | + |
| 7. Нормирование ТП | + | + |
| 8. Техника безопасности ТП | – | – |
| 9. Расчет экономической эффективности ТП | + | + |
| 10. Оформление ТП | – | – |
С точки зрения структурного описания уровней технологических процессов различают этапы проектирования маршрута, операции и переходов. Здесь возможны два подхода.
Первый содержит следующую последовательность этапов: принципиальная схема маршрута → операция → переход и заключается в последовательном синтезе и анализе сначала вариантов принципиальных схем, а затем вариантов маршрута и операции. На каждом последующем этапе решение предыдущего этапа детализируется (как правило, в нескольких вариантах).
Второй подход основан на анализе отдельных поверхностей и проектировании переходов их обработки. Далее переходы упорядочиваются в операции, а операции упорядочиваются в маршрут обработки детали.
Второй подход содержит этапы: переход → операция → маршрут.
Для каждого этапа в рассмотренных подходах характерно применение определенных критериев выбора решения. Анализ этих критериев показывает, что с позиций проблемы согласования оптимальных решений разных уровней предпочтительнее разработка процесса, начиная с наиболее общих вопросов в направлении их детализации, что свойственно первому подходу.
Исследование проблемы оценки и выбора проектных решений на промежуточных этапах проектирования свидетельствует о предпочтительности расчленения процесса проектирования на три этапа:
1. Разработка принципиальной схемы технологического процесса.
2. Проектирование структуры в рамках принятой принципиальной схемы.
3. Определение параметров решения известной структуры.
Главной особенностью такого подхода является возможность использования на различных этапах разных по виду критериев оптимальности и технических ограничений.
Принципиальная схема модели многоуровневой оптимизации показана на рис.1.35.
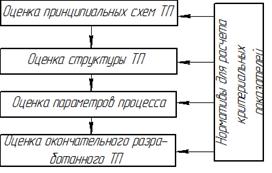
Рисунок 1.35 – Схема многоуровневой оптимизации
Выбор принципиальной схемы ТП основан на анализе наиболее рациональных маршрутов обработки каждой поверхности. В свою очередь, каждый из этих маршрутов обусловливается методами формообразования, включенными в него. Оценка влияния отдельных методов на этом этапе проектирования на окончательные показатели эффективности технологического процесса затруднена и может быть установлена в самом общем виде. Можно использовать оценку методов формообразования по порядковому критерию теоретической производительности, по которой понимается скорость генерации поверхностей определенным методом. В соответствии с этой классификацией все методы разбиты на классы и подклассы по теоретической производительности (количеству и виду движений) и проранжированы.
При таком подходе выбор маршрута обработки отдельных поверхностей определяется по минимуму суммы рангов всех методов, входящих в анализируемые маршруты. Используемый показатель теоретической производительности формообразования того или иного метода в определенной степени отражает затраты по минимуму машинного времени. В то же время следует отметить, что более точная оценка на этом этапе невозможна, так как для расчета величин затрат необходимо решение о привязке к вполне конкретным затратам по технологическому оснащению технологического процесса и его нормированию, которые проводятся на более поздних этапах; проектирования.
Выбор структуры технологического процесса механической обработки сопряжен с затруднениями: во-первых, получается слишком большое число переменных, с которыми нужно оперировать одновременно; во-вторых, переменные на разных уровнях имеют слишком неравноценное влияние на критерий эффективности. Чтобы преодолеть указанные затруднения в работе, предлагается многоуровневую задачу разделить по возможности, на большее число двухуровневых задач, которые лучше рассматривать, последовательно, от общего к частным.
|
|
|
|
|
Дата добавления: 2014-10-22; Просмотров: 1048; Нарушение авторских прав?; Мы поможем в написании вашей работы!