КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Создания припуска для компенсации износа
|
|
|
|
Обоснование и разработка содержания операций
Разработка содержания подготовительных операций
Операций
Разработка структуры и содержания технологических
К числу задач, решаемых на этом этапе, относятся:
– построение плана (структуры) операций;
– установление рациональной последовательности переходов, составляющих операции;
– выбор конструкции технологической оснастки;
– установление исходных данных, необходимых для расчётов оптимальных режимов обработки (и их расчёт).
Разработку технологических операции начинают с разработки их структуры, установления последовательных переходов, определения возможности их совмещения во времени, разработки операционных эскизов и схем наладок, расчёта настроечных размеров из условия обеспечения оптимальных межоперационных размеров, а также параметров точности и шероховатости восстанавливаемых поверхностей в соответствии с требованиями конструкторской документации.
При разработке технологических операций производится анализ технологической возможности и экономической целесообразности их концентрации путем применения набора нормального режущего инструмента или специального комплекта инструментов.
Число и последовательность технологических переходов зависят от конструкторской сложности деталей и состояния их дефектов.
После разработки всех операций оформляются ОК в соответствии с требованиями ГОСТ. Операционная карта ОК предназначена для описания операций ТПВ детали с расчленением операций на переходы с указанием режимов технологической обработки, данных о средствах технического оснащения, расчетных норм и трудовых нормативов. ОК используется как инструкционная карта для простых случаев анализа приемов работы, норм времени и организации рабочего места.
К подготовительным операциям относятся очистка и мойка, дефектоскопия (при необходимости) и контроль геометрических параметров размеров, формы и взаимного положения поверхностей, выполняемые с целью установления величины износа и технического состояния рабочих поверхностей. Основным требованием к операциям очистки и мойки является обеспечение чистоты детали для возможности качественного выполнения операций контроля и дефектоскопии при удовлетворении экологических требований.
При восстановлении деталей машин компенсация износа обычно (но не всегда) производится металлопокрытиями. Каждый из этих способов позволяет регулировать твердость в широких пределах. В этих случаях компенсация износа и упрочнения совмещаются в одной стадии А2 и А3 (см. рис. 2.1), кроме случаев формирования свойств сопротивления усталости и размерной стабильности. Износостойкость металлопокрытия создается с помощью правильного выбора технологических материалов и режимов процесса нанесения металлопокрытия. Поэтому выбор этих технологических факторов имеет ключевое значение для формирования свойств ПС восстанавливаемых деталей машин.
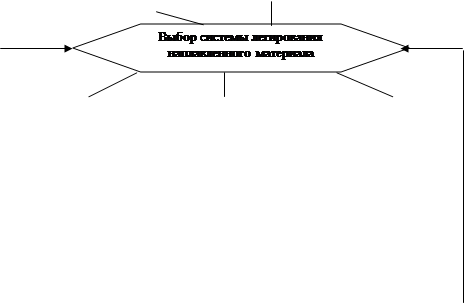
О боснование выбранного состава технологических материалов производится путём ссылок на рекомендации в литературных источниках. Отсутствие таких ссылок является признаком отсутствия аргументов в защиту принятых технических решений. Следовательно, чем больше ссылок на источники, тем выше проработка принятого решения. Наиболее сложным является выбор технологических факторов при восстановлении деталей машин наплавкой.
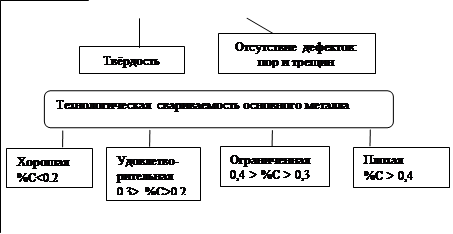
В соответствии с алгоритмом (рис. 2.2) выбор технологических наплавочных материалов для износостойкой наплавки производится по двум основным показателям: 1) технологичность материалов, обеспечивающая исключение технологических дефектов; 2) твёрдость металлопокрытия, обеспечиваемая в состоянии после наплавки. Эти два показателя характеризуют технологическую и функциональную совместимость материалов основы детали и покрытия, которые могут быть обеспечены химическим составом и технологическими возможностями способов нанесения металлопокрытия.
В связи с этим в разрабатываемой операционной карте необходимо указать состав технологических материалов и режим процесса нанесения металлопокрытия.



|
|
|
 |  |  | |||
|


|
|
 |
|

 нет
нет
 | | ||||
| |||||
 да
да
|

 нет
нет


Рис. 2.2. Алгоритм выбора состава наплавочных материалов
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 410; Нарушение авторских прав?; Мы поможем в написании вашей работы!