КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Наклейка этикеток и укладка бутылок в ящики
|
|
|
|
Наклейка этикеток. После укупорки и бракеража наполненные изделием бутылки поступают на этикетировочный автомат. Этикетки должны быть наклеены на бутылку так, чтобы они плотно прилегали к ее поверхности, а их нижний край располагался на определенной высоте строго параллельно основанию бутылки. Этикетки должны быть наклеены без морщин, разрыва бумаги и загрязнения клеем поверхности бутылки.
Для наклейки этикеток на бутылки служат этикетировочные автоматы различных конструкций. По способу наклеивания этикеток и характеру перемещения бутылок этикетировочные автоматы делятся на карусельные с рычажными этикеткопереносчиками и.линейные с барабанными этикеткопереносчиками, действующими.по методу накатки.
В ликерно-водочной промышленности наибольшее распространение получили автоматы ВЭВ и ВЭМ с вакуум-барабанным этикетопереносчиком. Наклейка этикеток этими автоматами производится методом их накатки на цилиндрическую поверхность бутылок.
В автомате ВЭВ (рис. 56) основными узлами являются пластинчатый конвейер, вакуум-барабан, два магазина для этикеток (оборудованы механизмами качания, сообщающими магазинам поступательное движение, механизмом нанесения клея на этикетку, состоящим из клеевой ванны с распределительным валиком, намазного ролика и привода) штемпельное устройство, механизм блокировки и вакуум насоcе.
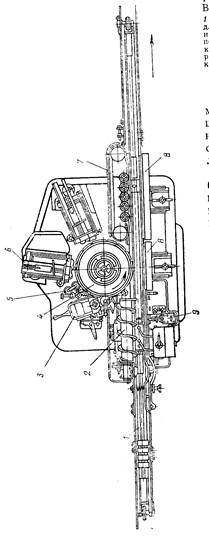
мазного ролика и привода штемпельное устройство, механизм блокировки и вакуум-насос. Все узлы автомата укреп лены на станине. По периметру вакуумной барабана автомата имеется шесть сегментов-этикеткопереносчиков с отверстием присоса и переноса этикеток на поверхность бутылок. Перемещаемые транспортером линии розлива бутылки подаются специальным шнеком к соответствующим сегментам барабана. Проходя через шнек бутылка нажимает на щуп, который скользит по продольному пазу сегментов барабан; и при отсутствии этикеток проваливается в паз.
При наличии этикетки щуп скользит по ее поверхности Это позволяет намазному ролику, укрепленному на корпусе магазина, где находите;· этикетки, приблизиться к вакуумному барабану, нажать и: специальный клапан барабан; и включить вакуум. При этом соответствующий сегмент барабана своими присосами забирает из магазина этикетку лицевой стороной внутрь и пр ходит мимо вращающего: устройства, которое ставит в обратную сторону этикетки отпечаток штампов, в то время намазной ролик наносит на поверхность этикетки три продольна полоски клея. В момент прохождения бутылки мимо сегмента барабана присосы сообщаются с атмосферой, и этикетка, легко отделяется от сегмента переходит на цилиндрическую часть бутылок.
В автомате предусматриваются две блокировки: первая «Нет этикетки — нет клея» и вторая «Нет бутылки — нет этикетки». При дальнейшем движении бутылка проходит последовательно между резиновым сегментом барабана и первой неподвижной подушкой из губчатой резины, а затем между движущимися накатными ремнями и второй неподвижной подушкой, где этикетка сначала наклеивается на поверхность бутылки, а потом разглаживается. Про-
изводительность автомата ВЭВ 6000 бутылок в час, автомата ВЭМ 4500—5000 бутылок в час.
Оператор, обслуживающий этикетировочный автомат, обязан заполнить магазин этикетками, наполнить клеевую ванну клеем, смочить подушку для штампа штемпельной краской, проверить набор цифр штампа: год, месяц, число, номер бригады и браковщицы.
Во время работы автомата оператор должен своевременно пополнять магазин автомата этикетками, периодически подливать в ванну клей, перемешивая его после каждого добавления, не допускать попадания в автомат стеклобоя, проливаемой жидкости, этикеток и т. п., периодически смазывать краской подушки для штампа.
По окончании работы нужно тщательно вытереть все наружные части автомата, промыть горячей водой клеевую ванну и со-
бщить бригадиру и слесарю, обслуживающему линию, о выявленных неполадках в работе автомата.
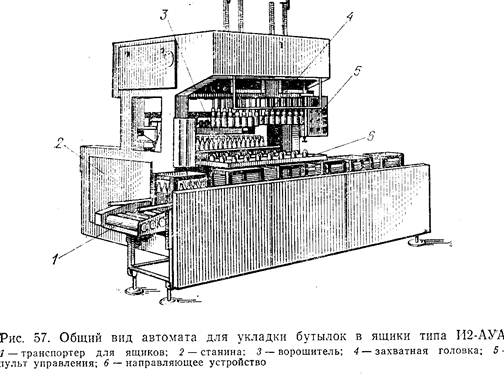
Укладка бутылок в ящики. Полностью оформленные бутылки наклонным эскалатором спускаются на 1-й этаж и поступают в автомат для укладки их в ящик, освобожденный от порожних бутылок в начале технологического процесса. В настоящее время для выполнения этой операции ликерно-водочные заводы оснащаются автоматом типа И2-АУА (рис. 57) с пневматическим приводом.
Бутылки подаются в автомат специальным пластинчатым транспортером одним или двумя потоками. При поступлении на стол загрузки бутылки разделяются и попадают в пять узких проходов. Продвигаясь по каждому проходу в один ряд, они поступают в кассету и скользят по неподвижным планкам до упора.
Одновременно с бутылками цепным транспортером в автомат подаются порожние ящики. Они по одному пропускаются отсекателем и рычажной системой и фиксируются на столе подъема.
Бутылки в кассетах (20 шт. по 0,5 л или 30 шт. по 0,25 л) в момент, когда стол подъема находится в верхнем положении, сдвигаются направляющими с неподвижных планок кассеты и проваливаются в гнезда ящика.
После загрузки ящика бутылками стол подъема опускается, а отсекатель ящиков возвращается в исходное положение. Ящик с бутылками скатывается с платформы стола подъема и выходит из автомата, а на его место под погрузку бутылками поступает очередной порожний ящик. Производительность автомата 6000 бутылок в час.
Ящики с готовой продукцией по сборному цепному транспортеру направляются в упаковочно-отпускной цех.
|
|
|
|
|
Дата добавления: 2014-10-31; Просмотров: 1682; Нарушение авторских прав?; Мы поможем в написании вашей работы!