КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
При сварке порошковой проволокой без защиты на стационарном режиме
|
|
|
|
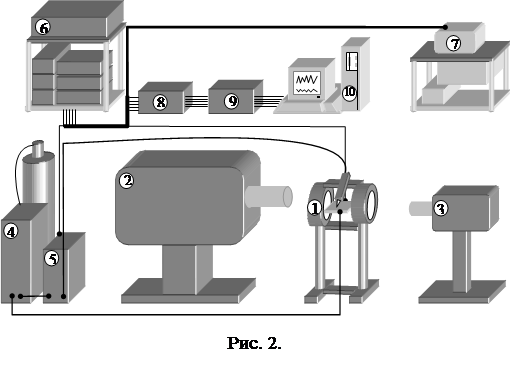
Кинетика плавления и переноса электродного металла
Исследование кинетики плавления электродной проволоки
Количество входных аналоговых каналов 8 независимых
Количество цифровых входов – выходов 24
Уровень входного сигнала, В от 0 до +8,0
Количество разрядов АЦП 12
Время преобразования одного канала, сек не более 40Ÿ10-6
Количество выходных аналоговых каналов 1
В АЦП аналоговый сигнал преобразовывается в цифровой код, который обрабатывается программным обеспечением, написанным для операционной среды MS Windows. Программы позволяют вести наблюдение за контролируемыми параметрами в режиме реального времени, записывать данные в файл с последующим воспроизведением на экране компьютера, качественно оценивать стабильность регистрируемых параметров и производить расчет различных значений (длительности явлений, мгновенных и средних значений).
Исследование сварочно-технологических свойств 48ПП – 8Н, Æ 1,2 мм начиналось с изучения особенностей горения дуги, плавления электрода и переноса электродного металла на стационарном режиме без дополнительной газовой защиты сварочной ванны.
На рис. 3 и 4 приведены осциллограммы напряжения дуги и сварочного тока, а так же кинограммы сварочного микроцикла.
Анализ осциллограмм и кинограмм сварочного процесса показывает, что при минимальных значениях напряжения на дуге, в момент повторного возбуждения дуги происходит интенсивное оплавление торца электродной проволоки. При этом вследствие комплекса сил, действующих на каплю электродного металла, расплавленная часть электрода смещается на его боковую поверхность, занимая пространственно неустойчивое положение (фазы 4-5, рис. 4). Давлением дуги сварочная ванна вытесняется из - под дуги, формируя в ней кратер, размеры которого изменяются по мере роста капли электродного металла и уменьшения скорости плавления электрода. Обращает на себя внимание тот факт (фазы 3-4, рис. 4), что скорость плавления сердечника проволоки отстает от скорости плавления электрода, что приводит к закорачиванию дугового промежутка сердечником, а затем, уже много позже, каплей электродного металла. Отмеченное обстоятельство приводит к затягиванию длительности короткого замыкания и увеличению пикового значения тока короткого замыкания (рис. 3).
| |||||||
 |  | 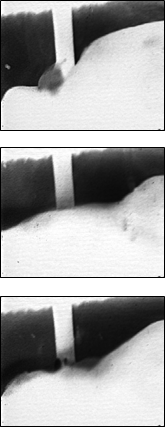 | |||||
Рис.4. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н без защитной среды.
По мере увеличения капли расплавленного металла на торце электрода, скорость его плавления уменьшается, что приводит к сокращению длины дугового промежутка. При этом величина сварочного тока уменьшается, давление дуги на расплавленный металл уменьшается, и сварочная ванна начинает двигаться в направлении непрерывно подаваемого электрода. Короткое замыкание наступает внезапно, поскольку сварочная ванна имеет хаотическое движение, а поведение металла на торце электрода нестабильно. Капля электродного металла непрерывно перемещается по боковой поверхности электрода, делая момент начала короткого замыкания случайным.
На интервале короткого замыкания происходит перенос части сердечника электрода и расплавившейся его части в сварочную ванну. При этом длительности коротких замыканий несколько выше, чем при переносе электродного металла при сварке проволокой сплошного сечения (рис. 3 и 4).
Далее происходит перетекание расплавившейся части электрода в сварочную ванну, и в результате совместного действия силы поверхностного натяжения и электродинамической силы происходит образование шейки и последующее ее разрушение (фаза 9, рис. 4). Поскольку разрушение перемычки происходит при пиковом значении тока короткого замыкания, имеют место мощный электрический взрыв перемычки и сильный газодинамический удар, что приводит к разбрызгиванию электродного металла и выплескам капель расплавленного металла из сварочной ванны. Далее весь процесс повторяется.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 461; Нарушение авторских прав?; Мы поможем в написании вашей работы!