КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
На дуге
|
|
|
|
На рис. 9 и 10 приведены осциллограммы напряжения на дуге и сварочного тока, а также кинограммы сварочного микроцикла плавления и
| |||
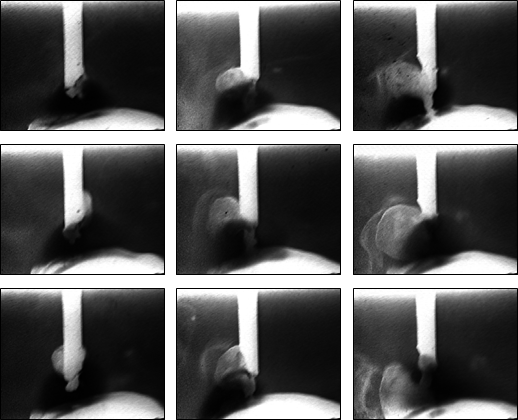 |
Рис.10. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде СО2 длинной дугой.
переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде СО2 при увеличенном напряжении на дуге.
В момент повторного возбуждения дуги (фаза 1, рис. 10) происходит интенсивное плавление электрода. Вследствие действия комплекса сил на каплю расплавленного металла она вытесняется на боковую поверхность электрода, занимая пространственно неустойчивое положение (фазы 2-3-4-5-6, рис. 10). Обращает на себя внимание тот факт, что скорость плавления сердечника порошковой проволоки отстает от скорости плавления ее оболочки. Это обстоятельство приводит к действию вращательного эффекта сварочной дуги, которая перемещает каплю расплавленного металла вокруг электрода, вызывая нестабильное поведение сварочной ванны.
Вследствие высокого значения давления дуги капля электродного металла вырастает до значительных размеров (фазы 4-5-6-7-8, рис. 10). Далее, в основном за счет превалирующего значения веса капли над всеми остальными силами, происходит ее отрыв и перенос электродного металла в сварочную ванну без коротких замыканий дугового промежутка (осциллограммы, рис. 9).
В целом плавление электродного металла протекает нестабильно, перенос его в сварочную ванну носит случайный характер, что не позволяет классифицировать сварочно-технологические свойства процесса сварки проволоками 48ПП-8Н в среде СО2 с переносом без коротких замыканий дугового промежутка как удовлетворительные.
2.5. Кинетика плавления и переноса электродного металла при сварке порошковыми проволоками в среде СО2 с импульсной стабилизацией процесса переноса в режиме коротких замыканий дугового промежутка
На рис. 11 и 12 приведены осциллограммы напряжения на дуге и сварочного тока процесса сварки в среде СО2 с импульсной стабилизацией переноса электродного металла в режиме коротких замыканий дугового промежутка.
В момент повторного возбуждения дуги (фазы 1-2, рис. 12) происходит интенсивное плавление электрода во время импульса тока, что приводит к быстрому росту величены капли расплавленного металла и смещению ее на боковую поверхность вследствие действия комплекса сил на данном интервале микроцикла. Давлением дуги расплавленный металл сварочной ванны вытесняется из-под дуги, образуя кратер, размеры которого постоянно меняются по мере роста капли электродного металла на торце электрода и изменения давления дуги, вызываемого уменьшением силы тока. Это приводит к некоторому замедлению скорости расплавления электрода и дуговой промежуток начинает сокращаться (фазы 5-6-7, рис. 12).
В момент окончания тока импульса сварочный ток уменьшается до уровня тока паузы, что приводит к еще более заметному замедлению скорости плавления электрода. При этом на интервале тока паузы происходит ослабление действия реактивных сил, вытесняющих каплю расплавленного металла на боковую поверхность электрода, и под действием, в основном, силы тяжести и силы поверхностного натяжения капля стремится занять соосное с электродом положение. Кроме того, вследствие уменьшения давления дуги, сварочная ванна активно перемещается в направлении непрерывно подаваемого электрода, и в результате этих взаимонаправленных движений происходит принудительное короткое замыкание (фаза 8, рис. 12).
На интервале короткого замыкания происходит перетекание расплавившейся части электродного металла в сварочную ванну, и за счет действия силы поверхностного натяжения и электродинамической силы происходит образование шейки и последующее ее разрушение.
Далее процесс плавления и переноса протекает аналогично описанному.
| |||
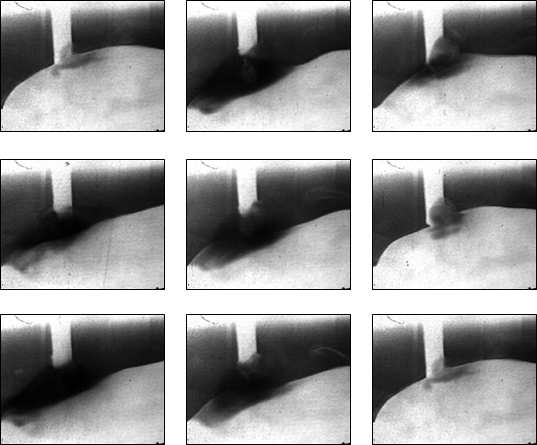 |
Рис.12. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде СО2 со стабилизацией.
Следует отметить, что скорости плавления оболочки порошковой проволоки и ее сердечника хотя и близки, но все же несколько отличаются, что приводит к закорачиванию дугового промежутка в начале сердечником, а затем уже каплей расплавленного металла. Это обстоятельство несколько затягивает длительность короткого замыкания, хотя она и остается меньшей по сравнению с длительностями, имеющими место при переносе в вышерассмотренных вариантах сварки.
В целом процесс сварки проволокой 48ПП-8Н в среде СО2 при импульсной стабилизации протекает более стабильно, о чем свидетельствуют осциллограммы напряжения на дуге и сварочного тока, представленные на рис. 11.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 490; Нарушение авторских прав?; Мы поможем в написании вашей работы!