КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Рекомендации по стабилизации процесса сварки порошковой проволокой 48ПП-8Н в среде защитных газов
|
|
|
|
Кинетика плавления и переноса электродного металла при сварке порошковой проволокой в среде аргона с управлением переноса электродного металла без коротких замыканий дугового промежутка
Кинетика плавления и переноса электродного металла при сварке порошковой проволокой в среде аргона с импульсной стабилизацией переноса в режиме коротких замыканий дугового промежутка
На рис. 15 и 16 приведены осциллограммы напряжения на дуге и сварочного тока при сварке порошковой проволокой 48ПП-4, Æ 1,2 мм, в среде аргона в режиме импульсной стабилизации переноса во время принудительных коротких замыканий дугового промежутка.
Анализ осциллограмм и кинограмм сварочного процесса показывает, что процесс плавления и переноса протекает нестабильно. Имеют место случайные и неполные короткие замыкания, что не обеспечивает стабильности сварочного процесса и приводит к неудовлетворительному формированию.
| |||
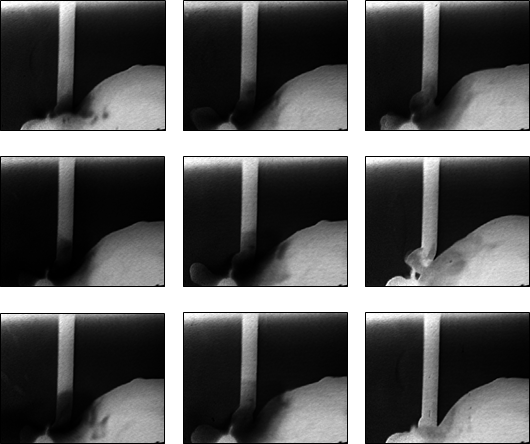 |
Рис.16. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде аргона со стабилизацией.
Возможной причиной данного обстоятельства, может быть эффект неравномерной скорости плавления оболочки порошковой проволоки и ее сердечника, что приводит к затягиванию длительности коротких замыканий и преждевременным прекращениям дозирования энергии, идущей на плавление капли электродного металла.
На рис. 17, 18 и 19 приведены осциллограммы напряжения на дуге и сварочного тока, а также кинограммы сварочного микроцикла с управляемым переносом электродного металла при сварке порошковой проволокой 48ПП-8Н, Æ 1,2 мм в среде аргона.
Осциллограммы на рис. 17 и 18 отличаются друг от друга различными значениями амплитуды и частотами следования импульсов тока, что не меняет характер картины плавления и переноса электродного металла.
Так, на интервале «базового» тока (фаза 1, рис. 19) происходит активное плавление электрода. При этом происходит формирование капли электродного металла на торце непрерывно подаваемого электрода. На интервале действия импульсного тока происходит резкое увеличение электродинамической силы, которая по линии расплавления электрода стремится пережать перемычку, оторвать каплю и направить ее строго в направлении сварочной ванны. Такой характер переноса электродного металла имеет место на протяжении всего процесса сварки и свидетельствует о высокой стабильности. Изменение частоты следования импульсов тока и его амплитуды приводит к изменению размеров переносимых капель, что создает хорошие условия для ограничения времени пребывания легирующих элементов материала электрода под действием высокой температуры дуги.
| |||
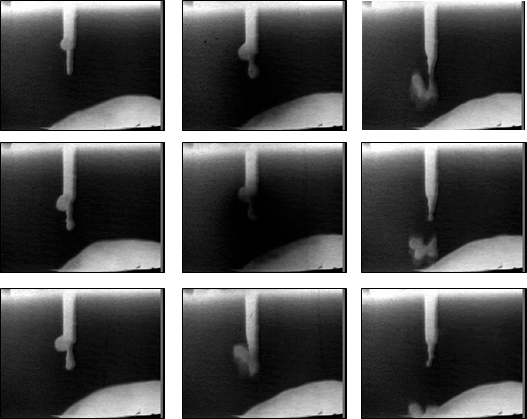 |
Рис.19. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде аргона длинной дугой со стабилизацией.
Следует заметить, что в данном случае имеет место значительное отставание скорости плавления сердечника проволоки от скорости плавления ее оболочки, но это обстоятельство не оказывает влияния на характер переноса и формирования сварочного шва, поскольку не сопровождается короткими замыканиями дугового промежутка.
Проведенный анализ результатов исследований сварочно- технологических свойств порошковой проволоки 48ПП-8Н,
Æ 1,2 мм, позволяет сделать следующие выводы:
1. Процесс плавления и переноса электродного металла порошковой проволоки носит нестабильный, случайный характер.
2. Скорость плавления оболочки порошковой проволоки выше скорости плавления ее сердечника, что мешает стабильному протеканию процесса и способствует интенсивному разбрызгиванию электродного металла.
3. Импульсная стабилизация плавления и переноса электродного металла в процессе сварки порошковой проволокой в среде СО2 короткой дугой позволяет улучшить ее сварочно-технологические свойства, но при этом следует доработать ее состав и конструкцию, устраняющие различия в скоростях плавления оболочки и сердечника.
4. Импульсная стабилизация плавления и переноса электродного металла в процессе сварки порошковой проволокой в среде аргона без коротких замыканий дугового промежутка позволяет обеспечить удовлетворительные сварочно-технологические свойства порошковой проволоки 48ПП-8Н и обеспечить хорошее формирование шва при сварке во всех пространственных положениях.
5. Для оценки сварочно-технологических свойств порошковой проволоки 48ПП-8Н в режиме импульсной стабилизации процесса плавления и переноса электродного металла в среде СО2 без коротких замыканий дугового промежутка считаем целесообразным продолжение работ, в том числе и по изготовлению специализированного оборудования для реализации такого процесса сварки.
Список литературы
1. Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. М.: Машиностроение, 1974. 240 с.
2. Сараев Ю.Н. Импульсные технологические процессы сварки и наплавки. Новосибирск: ВО «Наука», 1994.108 с.
3. Лоос А.В., Лукутин А.В., Сараев Ю.Н. Источники питания для импульсных электротехнологических процессов. Томск: Издательско-полиграфическая фирма, ТПУ.1998. С.158.
4. Saraev Yu.N. “Increase in efficiency of arc welding based on an adaptive algorithm for pulsed control of process energy parameters”. / In book “Welding Conference LUT Join` 99 International Conference on Efficient Welding in Industrial Applications (ICEWIA). 1999. Р. 222-226.
5. А.с. 768108 (СССР). Способ дуговой сварки плавящимся электродом /А.Ф. Князьков, Ю.Н. Сараев, Р.И. Дедюх. - Опубл. 15.01.84 в БИ № 2.
6. А.с. 930824 (СССР). Способ дуговой сварки плавящимя электродом / А.Ф. Князьков, Ю.Н. Сараев, А.К. Тимошенко. – Опубл. 23.12.83 в БИ № 47.
7. А.с. 1168367 (СССР). Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления / А.Ф. Князьков, Ю.Н. Сараев, А.К. Тимошенко и др. – Опубл. 23.07.85 в БИ № 27.
8. А.с. 1310140 (СССР). Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления. / И.И. Заруба, Ю.Н.Сараев, А.Ф. Князьков и др – Опубл. 15.05.87 в БИ № 18.
9. Сараев Ю.Н. Управление переносом электродного металла при дуговой сварке с короткими замыканиями дугового промежутка // Автоматическая сварка. 1988. №12. С.16-23.
10. Сараев Ю.Н., Екимов В.С., Макарова Л.И. и др. Использование импульсных технологий сварки и наплавки при монтаже и ремонте промыслового оборудования и трубопроводов // Потенциал.2000. №4. С.56-59.
11. Зайцев А.И., Князьков А.Ф. Импульсно регулиремое сопротивление для электрической дуговой сварки //Труды Томского института автоматизированных систем управления и радиоэлектроники. 1976. Т.19. С. 77 – 83.
12. Зайцев А.И., Князьков А.Ф., Сараев Ю.Н. Импульсный источник для сварки плавящимся электродом //Труды Томского института автоматизированных систем управления и радиоэлектроники. 1976. Т.19. С. 84 – 91.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 691; Нарушение авторских прав?; Мы поможем в написании вашей работы!