КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Кинетика плавления и переноса электродного металла
|
|
|
|
Кинетика плавления и переноса электродного металла при сварке порошковой проволокой без защиты сварочной ванны в режиме стабилизации процесса плавления и переноса электродного металла во время коротких замыканий дугового промежутка
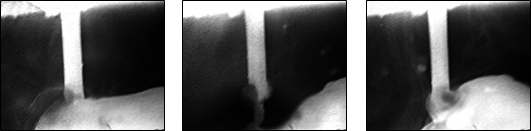
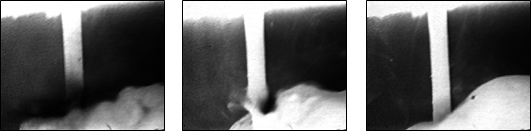
На рис. 5 и 6 приведены осциллограммы напряжения на дуге и сварочного тока, а также кинограммы сварочного микроцикла плавления и переноса электродного металла при сварке порошковой проволокой без защитной среды со стабилизацией режима.
В момент повторного возбуждения дуги (фаза 2, рис. 6) происходит интенсивное оплавление непрерывно подаваемого электрода. При этом вследствие комплекса сил, действующих на каплю расплавленного металла, она вытесняется на боковую поверхность электрода, где занимает пространственно неустойчивое положение.
Анализ кинограмм показывает, что скорость плавления сердечника отстает от скорости плавления оболочки проволоки. Это обстоятельство не позволяет стабилизировать дуговой разряд. Дуга непрерывно перемещается за каплей электродного металла, которая осуществляет круговое перемещение по боковой поверхности электрода. Это обстоятельство обеспечивает постоянное изменение места приложения давления дуги на сварочную ванну, и последняя находится в постоянных нестабильных колебаниях.
С момента повторного зажигания дуги начинается отсчет времени длительности горения дуги в импульсе. После окончания импульса тока происходит выключение сварочного тока (рис. 5), скорость плавления падает, что приводит, вследствие того, что электрод подается непрерывно, к принудительному короткому замыканию. Следует заметить, что скорость расплавления оболочки порошковой проволоки и ее сердечника не одинаковы. Первоначально закорачивает дуговой промежуток сердечник проволоки, а затем капля расплавленного металла. Это приводит к
| |||
 | |||
 | |||
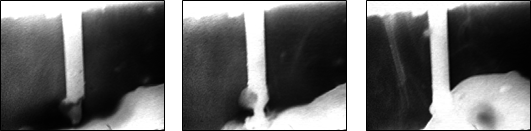 |
Рис.6. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н без защитной среды со стабилизацией.
включению сварочного тока без ограничения, но при этом еще может существовать дуговой разряд, горящий параллельно сердечнику, закоротившему дуговой промежуток. Данное обстоятельство срывает работу схемы обратной связи, превращая процесс плавления и переноса электродного металла в нестабильный и случайный.
На интервале короткого замыкания вследствие совместного действия силы поверхностного натяжения и электродинамической силы, происходит перетекание капли расплавленного металла с электрода в сварочную ванну.
при сварке порошковой проволокой в среде СО2 без стабилизации переноса
На рис. 7 и 8 приведены осциллограммы напряжения на дуге и сварочного тока, а также кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде СО2.
Анализ осциллограмм и кинограмм показывает, что вследствие интенсивного охлаждения столба дуги защитным газом происходит его обжатие и увеличение плотности тока. Это обстоятельство, по-видимому, несколько повышает температуру в столбе дуги, что приводит к некоторому выравниванию скоростей плавления сердечника порошковой проволоки и ее оболочки (рис. 8)
В момент повторного возбуждения дуги происходит интенсивное плавление электрода. Формируемая при этом капля электродного металла вытесняется, вследствие действующих на нее комплекса сил, на боковую поверхность непрерывно подаваемого электрода. Столб дуги более концентрирован по оси, по сравнению с вариантами плавления,
|
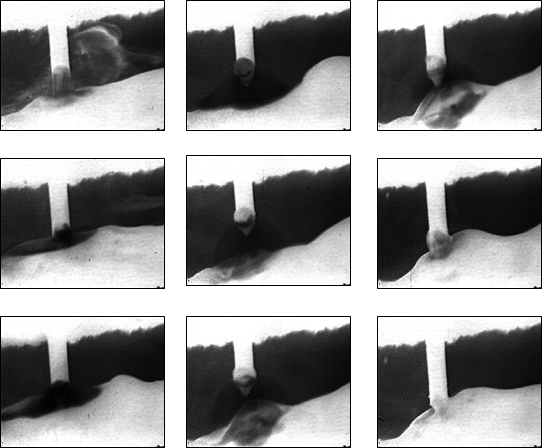
Рис.8. Кинограммы сварочного микроцикла плавления и переноса капли электродного металла при сварке порошковой проволокой 48ПП-8Н в среде СО2 без стабилизации.
рассмотренными в разделах 2.1. и 2.2. Это приводит к некоторой стабилизации действия давления дуги на сварочную ванну (фазы 4, 5, 6, рис. 8) По мере увеличения размеров капли электродного металла на торце электрода, скорость теплоотвода в сторону не расплавившейся части электрода падает, что сопровождается и некоторым уменьшением силы сварочного тока, и ослаблением давления дуги на сварочную ванну. Результатом этого является уменьшение размеров кратера под дугой и сокращение длины дугового промежутка, что далее приводит к случайному короткому замыканию (фазы 7, 8, 9, рис. 8).
На интервале короткого замыкания происходит перетекание капли расплавленного металла в сварочную ванну, и под действием силы поверхностного натяжения и электродинамической силы формируется уменьшающаяся в размерах перемычка. Вследствие того, что скорости плавления оболочки порошковой проволоки и ее сердечника близки, затягивания длительности короткого замыкания не происходит. Пиковое значение, до которого успевает нарасти ток короткого замыкания, несколько ниже, чем в случаях, описанных в разделах 2.1. и 2.2. Тем не менее, в момент повторного возбуждения имеют место электрический взрыв и газодинамический удар, что приводит к разбрызгиванию металла и повышению нестабильности процесса.
Далее сварочный процесс повторяется и аналогичен описанному выше.
2.4. Кинетика плавления и переноса электродного металла при сварке порошковой проволокой в среде СО2 при увеличенном напряжении
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 736; Нарушение авторских прав?; Мы поможем в написании вашей работы!