КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Автоматическая сборка 2 страница
|
|
|
|
А) Б) В)
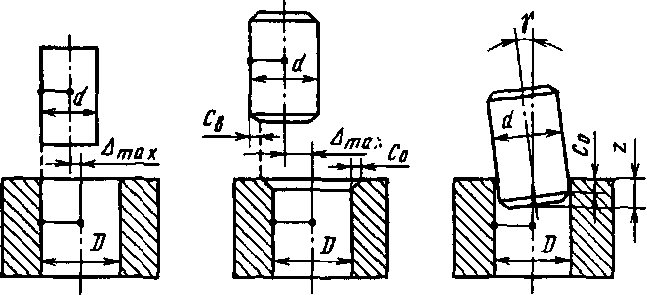
Рис.2.23. Схема для определения максимально допустимого смещения (а,б) и угла поворота осей вала и отверстия во втулке перед сборкой (в)
Ориентирование присоединяемых деталей относительно базовых. Собираемые детали подаются на сборочную позицию автомата в определенных положениях, удобных для их последующего соединения. Однако для того, чтобы установить одну деталь на другую, необходимо расположить одну деталь относительно другой определенным образом с заданной точностью. Так, например, чтобы установить вал во втулку, необходимо обеспечить соосность вала с отверстием втулки. Предельно допустимое отклонение от соосности вала с отверстием в показанной на рис. 2.23 а схеме определяется лишь шириной зазора: чем больше зазор, тем больше предельно допустимое отклонение от соосности, которое вычисляют по формуле Δ max = (D — d)/2.
Учитывая, что диаметры валиков и отверстий имеют допустимые отклонения, необходимо, чтобы отклонение от соосности не превышало минимальной ширины радиального зазора:
Если вал и отверстие имеют фаски, выполненные под углами, обеспечивающими скольжение одной фаски по другой, то при движении валика вдоль оси А, благодаря фаскам он может попасть в отверстие втулки. В этом случае (см. рис. 2.23, б) допустимое отклонение от соосности в исходном положении может быть больше, чем рассчитанное по формуле (2.6), на ширину фасок:
Следует иметь в виду, что при установке валика во втулку с использованием фасок необходимо позволить деталям смещаться в радиальном направлении. Это достигается нежестким, упругим подвесом одной из соединяемых деталей.
Исходя из формулы (2.6) и (2.7) и принимая во внимание, что ширина радиальных зазоров для многих соединений с зазором в машинах составляет сотые и тысячные доли миллиметра, станет очевидным, что на деталях необходимо делать заходные фаски. При наличии фасок допуск относительного положения деталей может быть значительно большим, чем без фасок. Чем больше допуск отклонения от соосности деталей перед сборкой, тем легче его обеспечить при автоматической сборке.
Помимо смещения возможно и отклонение от параллельности осей деталей (см. рис. 2.23, в), которое может быть определено по формуле
где z - заглубление.
Формулы (2.7) и (2.8) справедливы для соединений с зазором. Для соединений с натягом используют следующие формулы:
где Cmax — большая ширина из С0 или Св.
С помощью указанных формул можно рассчитать предельно допустимые отклонения положения основных баз присоединяемой и вспомогательных баз базирующей детали, при которых возможно соединение деталей. Эти предельно допустимые отклонения иногда называют условиями собираемости.
Для осуществления автоматической сборки погрешности положения деталей перед сборкой должны быть меньше предельно допустимых значений, в противном случае при сближении деталей сборочный автомат может заклинить. Чем больше предельно допустимые отклонения в исходном положении деталей, тем легче осуществить сборку, особенно автоматическую.
Относительное ориентирование деталей может осуществляться различными способами. Если при установке детали используются фаски, то по крайней мере одна из деталей должна иметь возможность смещаться перпендикулярно оси. Для этого захват робота или другого рабочего органа автомата оснащают упругим подвесом, позволяющим детали смещаться под действием сил, возникающих при соприкосновении поверхностей фасок.
Ориентация одной детали относительно другой может осуществляться рабочими органами сборочного автомата, например захватом робота. При этом погрешность позиционирования робота должна быть значительно меньше предельно допустимых погрешностей положения деталей с учетом погрешностей установки деталей. Установка одной детали в другую с зазором может осуществляться в воздушном потоке, в магнитном поле. Установка детали может выполняться поисковой системой с обратными связями. При установке детали измеряются силы сопротивления, определяется направление смещения детали, чтобы, например, поставить ее в отверстие по посадке с зазором.
2.5. Требования к конструкции изделий, предназначенных для автоматической сборки
Технологичность конструкции изделия особенно важна для автоматической сборки. Опыт автоматизации показывает, что возможна автоматическая сборка только тех изделий, которые были сконструированы с ее учетом.
Конструкция изделия, предназначенного для автоматической сборки, должна быть такой, чтобы автоматическую сборку можно было реализовать и чтобы эта сборка была экономически целесообразной. Требования к технологичности изделий для автоматической сборки можно разделить на требования, предъявляемые к конструкции сборочных единиц, и требования, предъявляемые к конструкции деталей. Кроме того, можно выделить общие требования и специальные, относящиеся к отдельным видам соединений или к отдельным видам деталей.
Требования к сборочным единицам
1. Конструкция сложного изделия должна быть построена по блочно-модульному принципу. Суть его заключается в четком делении машины на отдельные сборочные единицы, что позволяет: осуществлять независимую и параллельную сборку, регулировку и испытание сборочных единиц; проводить унификацию, стандартизацию сборочных единиц; использовать кооперацию и специализацию заводов и производств; обеспечивать удовлетворение требований потребителя различным сочетанием узлов и блоков при ограниченной номенклатуре с минимальными затратами, быстрее вносить изменения в конструкцию изделия; использовать во вновь разрабатываемых машинах апробированные узлы и блоки.
Каждая сборочная единица какой-либо машины как самостоятельное изделие может выпускаться независимо одно от другого в различных цехах одного завода или на разных заводах, которые могут быть созданы специально для выпуска этого оборудования. При этом процессы изготовления отдельных сборочных единиц одной машины могут выполняться одновременно. Время сборки всей машины значительно меньше, чем при последовательной сборке.
Типизация, унификация и стандартизация сборочных единиц и деталей позволяют ограничить рост числа типоразмеров комплектующих изделий и повысить число выпускаемых одинаковых изделий, а следовательно, снизить себестоимость продукции.
Стандартизация может осуществляться в пределах предприятия, объединения, отрасли, страны, группы стран.
При ограниченной номенклатуре унифицированных узлов, блоков, деталей, выпускаемых специализированными заводами, можно собирать изделия различной модификации для удовлетворения индивидуальным требованиям конкретного потребителя.
На рис. 2.24 показана в качестве примера блочно-модульная конструкция портального манипулятора. Используя унифицированные модули рук (см. рис. 2.24, а), выбирая требуемое число и тип модуля (рис. 2.24, б), а также требуемую конструкцию и размеры портала (рис. 2.24, в), можно собрать манипулятор.
Таким образом, блочно-модульный принцип конструирования позволяет значительно улучшить условия производства изделий, ограничить номенклатуру, специализировать производство, сократить время и себестоимость изготовления продукции. Разделение машины на сборочные единицы позволяет автоматизировать сборку некоторых сборочных единиц.
2. Современные изделия целесообразно разрабатывать целыми гаммами, группами (например, гамма многоцелевых станков для изготовления деталей различных габаритных размеров или гамма роботов, гамма сервоприводов разной мощности и т.п.). При едином конструктивном подходе создаются благоприятные условия для унификации и стандартизации элементов конструкции, а, следовательно, и условия для их автоматической сборки.
3. Конструкция машины или сборочной единицы должна быть такой, чтобы была возможна сборка без частичной разборки.
4. Конструкция машины или сборочной единицы должна быть такой, чтобы была возможна сборка без частичной разборки.
5. Установка деталей при сборке должна осуществляться при минимальном числе движений по различным осям координат.
6. При сборке должен быть обеспечен свободный доступ сборочных инструментов: торцовых гаечных ключей, пуансонов, оправок и т.п. (рис. 2.25).
Следует по возможности сокрашать число деталей в сборочной единице, например, путем изготовления ряда деталей как единого целого. Например, вал со шпонкой и шестерней (рис. 2.26, а) можно в ряде случаев заменить одной деталью — валом-шестерней (рис. 2.26, б), что может привести к увеличению стоимости изготовления более сложных деталей, но при автоматизации сборки это может быть оправдано.
Рис.2.24. Блочно-модульная конструкция манипуляторов
Рис. 2.25. Пример изменения конструкции изделия, которое обеспечивает подход торцовых гаечных ключей для автоматического завинчивания гаек:
а, б — подвод торцовых ключей соответственно необеспечен и обеспечен
Рис. 2.26. Пример сокращения числа деталей в сборочной единице
Требования к деталям
1. Детали и их конструктивные элементы должны быть стандартизованы. Следует конструировать группы деталей одного служебного назначения в соответствии с размерным рядом. Детали одной группы различаются только размерами, но имеют одинаковые форму и назначение, будучи составными частями изделий одной гаммы. Унификация и стандартизация изделий на базе размерных рядов позволяют произвести унификацию сборочного оборудования и оснастки, существенно сократить расходы на их проектирование и изготовление.
2. Детали не должны сцепляться друг с другом в процессе хранения, перемещения и подачи на сборочную позицию. Сцепление деталей в бункерах, лотках, магазинах может быть вызвано следующими причинами: наличием заусенцев и облоя; формой и размерами деталей; статическим зарядом пластмассовых и других неметаллических деталей; намагниченностью ферромагнитных деталей; наличием масляной пленки, СОЖ и других веществ.
Для предотвращения сцепления деталей предусматривают: снятие фасок и заусенцев, чистку и мойку деталей перед сборкой, антистатическую обработку, размагничивание. Если сцепление может быть вызвано формой и размерами деталей (например, разрезные пружинные шайбы, спиральные пружины, у которых шаг навивки больше удвоенного диаметра проволоки), то такие детали нельзя хранить беспорядочно, подавать с помощью вибробункеров. Их нужно подавать поштучно к рабочим органам сборочного автомата, осуществляющим установку этих деталей в собираемое изделие. Поэтому в сборочных автоматах предпочитают осуществлять навивку пружин непосредственно перед их установкой в изделие.
Рис. 2.27. Примеры изменений конструкции деталей, облегчающие автоматическую ориентацию при сборке: а, в, д — исходные конструкции; б, г, е — измененные конструкции
3. Детали для удобства ориентации должны быть симметричными или существенно асеиметричными. Если деталь симметрична относительно какой-либо оси, то отпадает необходимость ее ориентации относительно этой оси перед установкой в изделие. У некоторых деталей можно предусмотреть дополнительные конструктивные элементы, которые делают их симметричными и не мешают выполнению их назначения. Примером является стопорный винт (рис. 2.27). Винт трудно ориентировать по шлицевому торцу автоматически. Трудностей можно избежать, если шлицы сделать на обоих концах винтов.
Резьбовые шпильки с разной длиной l1, l2 резьбы по концам тоже трудно ориентировать автоматически определенным концом для установки в изделие. В этом случае целесообразно сделать одинаковую длину I резьбы обоих концов шпильки. Если этого сделать нельзя, то на одном конце шпильки необходимо предусмотреть уступ, по которому будет происходить автоматическая ориентация. У несимметричной детали центр тяжести должен быть по возможности смещен относительно середины детали. Это необходимо для облегчения ориентирования деталей подающими устройствами.
4. Детали с ассиметричным внутренним контуром должны иметь ассиметричные наружные поверхности. Это связано с тем, что детали легче ориентировать по наружному контуру, чем по внутреннему, если центр тяжести мало смещен от плоскости симметрии (см. рис. 2.27). Наружная проточка детали помогает ориентировать ее необходимой стороной при автоматической установке в изделие.
5. Детали должны иметь заходные фаски. Фаски, как было показано, значительно расширяют допуск отклонения расположения поверхностей или осей устанавливаемой и базовой деталей перед их сборкой. Наличие фасок значительно облегчает попадание в резьбу при свинчивании деталей вручную. Но если при ручной сборке, дополнительно затратив время, можно завернуть винт без фасок, то автоматически выполнить это значительно труднее. Вместо обычной винто- завертывающей машины потребуется поисковая система с чувствительными элементами, обратными связями, микропроцессорами для управления поиском. Значительно проще обеспечивать заходные фаски при изготовлении деталей.
6. Детали должны иметь поверхности, удобные для захвата рабочими органами сборочного автомата. Эти поверхности должны иметь достаточно малые отклонения расположения относительно вспомогательных баз для базирующей детали и основных баз для устанавливаемой.
2.6. Последовательность размерного анализа сборки
Систематизируем описанную в предыдущих разделах по частям методику размерного анализа сборки. Целями размерного анализа сборки является: обеспечение требуемого качества изделия; обеспечение возможности автоматизировать сборку.
Основные задачи размерного анализа следующие: выявление размерных связей на всех этапах осуществления автоматического сборочного процесса; выбор методов и средств осуществления автоматического сборочного процесса; определение требований к собираемым деталям, к точности работы используемых сборочных средств.
Общая последовательность размерного анализа автоматического сборочного процесса показана на схеме, приведенной на рис. 2.28. Размерный анализ включает этапы, описанные ниже.
1. Исходя из служебного назначения (СН) машины или сборочной единицы определяют требования точности (ТТ) положения и движения ее исполнительных поверхностей аналитически или экспериментально.
2. Определяют конструкторские размерные связи построением размерных цепей, где исходными звеньями являются ТТ изделия. Схема алгоритма показана на рис. 2.3.
3. Выбирают метод достижения точности (МДТ): полная, неполная, групповая взаимозаменяемость, регулировка или пригонка с учетом экономично достижимой точности изготовления звеньев при заданном объеме производства и возможностей автоматизации.
4. Рассчитывают допуски соединяемых размеров деталей, которые необходимо выдержать при изготовлении деталей для того, чтобы было возможно достичь ТТ при сборке выбранным методом достижения точности.
Указанные 1 — 4-й этапы характерны и обязательны при разработке процесса изготовления изделия с любой степенью автоматизации. Для автоматической сборки следует учесть особенности выбора и реализации МДТ, а также технологичность конструкции изделия. Остальные этапы для условий ручной сборки не нужны. Они необходимы только для автоматизированной сборки.
5. Выбирают методы и средства транспортирования и ориентирования собираемых деталей. Оценивают технологичность конструкции деталей.
6. Определяют требуемую точность относительного положения сопрягаемых перед сборкой деталей с учетом возможностей увеличения допусков благодаря использованию фасок.
7. Выбирают способ достижения требуемой точности относительного положения деталей (с координацией деталей рабочими органами сборочного автомата или поисковой системой).
8. Выбирают схему базирования собираемых деталей и разрабатывают устройства, реализующие требуемую схему с учетом обеспечения свободы перемещений и поворотов деталей по отдельным координатным осям.
9. Выбирают схему сборочной позиции и строят сборочные размерные цепи, исходными звеньями которых являются допустимые.отклонения относительного положения координатных систем сопрягаемых деталей (см. п. 6).
Рис.2.28 – Последовательность размерного анализа процесса автоматической сборки
10. Рассчитывают допуски размеров составляющих звеньев размерных цепей, которыми в том числе могут быть: пространственные отклонения положения сопрягаемой поверхности каждой детали относительно ее технологических баз при сборке; размеры деталей сборочного автомата.
В результате проведенного размерного анализа сборочного процесса можно выявить: допустимые отклонения размеров сопрягаемых поверхностей, необходимые для реализации выбранного МДТ; допустимые отклонения расположения сопрягаемых поверхностей детали относительно ее технологических баз, используемых при сборке; параметры фасок по сопрягаемым поверхностям для улучшения условий собираемости; требования к поверхностям, используемым в качестве технологических баз при автоматической сборке, например, с целью снижения погрешности установки собираемой детали в рабочем органе сборочного автомата; требования к конструкции детали для облегчения ее ориентации.
Таким образом, размерный анализ сборки позволяет выявить взаимосвязь размеров собираемых деталей, деталей сборочной системы; обосновать требуемые точности размеров, обеспечивающие автоматическую сборку и требуемые параметры сборочной единицы.
Выявление и расчет сборочных размерных связей рекомендуется проводить в следующей последовательности: 1) представить автоматизируемый процесс установки изделия эскизами и вычислить предельно допустимые отклонения в положении устанавливаемой детали относительно базовой, при которых обеспечивается установка; 2) построить размерные цепи, в которых допустимые отклонения являются исходными звеньями; 3) составить уравнения размерных цепей и определить возможные поля рассеяния составляющих звеньев; 4) выбрать МДТ исходных звеньев размерных цепей с учетом его реализации в автоматическом производстве; 5) произвести расчет допусков составляющих звеньев и выбрать методы и средства автоматической реализации процесса с учетом требуемой точности составляющих размеров размерной цепи.
Методику размерного анализа автоматического сборочного процесса рассмотрим на примере сборки валика и втулки промышленным роботом. Требуемый зазор в соединении достигается по методу полной взаимности. Пусть сборку валика 1 со втулкой 2 осуществляет робот 3 (рис. 2.29, а). Валик 1 захватывается роботом, позиционируется соосно с отверстием втулки 2 и далее робот опускает вал в отверстие втулки, осуществляется сборка. Эскизы валика и втулки показаны на рис. 2.29, б. Для того чтобы вал попал во втулку, необходимо обеспечить соосность валика и отверстия во втулке. Максимально допустимое отклонение от соосности определяется по формуле
где Dmin — минимальный диаметр отверстия втулки; dmax — максимальный диаметр валика; Св, Сo — ширина фаски соответственно вала и отверстия.
Рис. 2.29. Размерные связи при автоматической установке валика во втулку промышленным роботом
Подставив в формулу указанные на рис. 2.29 размеры соединяемых деталей, получим
Как видно, ббльшую часть максимально допустимого отклонения обеспечивают фаски на деталях. Без фасок допустимое смещение составляло бы 0,01 мм.
Допустимое отклонение BΔ от соосности валика и отверстия в размерной цепи сборочной системы может быть представлено в следующем виде: BΔ = 0 ± 2,01 мм.
На рис. 2.29, а показана размерная цепь: — размер позиционирования захвата робота; В2 — соосность отверстия с наружной поверхностью втулки, являющейся основной базой втулки; В3 — размер, связывающий положение базирующего втулку приспособления с роботом. При наладке робота в режиме обучения добиваются соосно- го положения валика в захвате и отверстия во втулке, регулируя размер Вх. Затем окончательный размер й, заносится в память УЧПУ робота.
На этапе настройки робота размер BΔ достигается, таким образом, методом регулирования вручную. Затем в каждую втулку 2, попадающую на сборочную позицию устройства 3, автоматически устанавливается валик 1, переносимый из кассеты роботом 3.
Каждый раз должна обеспечиваться автоматическая установка валика роботом во втулку. Для этого точность размера BΔ при автоматической сборке должна обеспечиваться методом полной взаимозаменяемости. В этом случае номинальные значения составляющих звеньев размерной цепи нас могут не интересовать, так как была произведена начальная настройка. Следовательно, уравнение размерной цепи превращается в тождество. Уравнение допусков запишется в следующем виде:
где ТΔ — допуск замыкающего звена BΔ; Г,, Т2, Т3 — допуски звеньев соответственно В1, В2, B3. В соответствии с чертежом (рис. 2.29, б), если не использовать фаски деталей, то TΔ = 0,02 мм; Т2 = 0,2 (допуск соосности ±0,1); Tз = 0,01 — допуск на тепловые деформации. В этом случае получим: 0,02 = Т1 + 0,2 + 0,01, где Т1, — допуск позиционирования робота. Из полученного уравнения ясно, что ни при каком значении Г, (всегда Т, > 0) нельзя обеспечить автоматическую сборку данного изделия. Анализ уравнения допусков показывает, что автоматическая сборка не осуществима при Т2 = 0,2 мм — допуске отклонения от соосности отверстия и наружной поверхности втулки. Одной из возможностей реализации автоматической сборки является ужесточение требования к соосности отверстия и наружной поверхности втулки. Это удорожает изготовление втулки, но позволяет автоматизировать сборку.
Есть и другая возможность реализации автоматической сборки. Можно изменить базирование втулки в приспособлении. Втулку следует ориентировать не по наружному, а по внутреннему диаметру, например, с помощью подпружиненного конуса (рис. 2.29, в). В этом случае из размерной цепи В исключается размер В2 — соосность втулки, и тогда уравнение допусков примет вид 0,02 = + 0,01, откуда Ту = 0,01 мм. Следовательно, если использовать робот с погрешностью позиционирования не более ±0,005 мм, то автоматическую сборку можно осуществить. Правда, робот с такой погрешностью позиционирования весьма дорого стоит.
Расчет был сделан исходя из предположения, что фаски деталей не используются. При использовании фасок ТΔ = 2Δmах = 4,02 мм. Уравнение допусков примет следующий вид: 4,02 = Т1 + 0,2 + 0,01, откуда Т1 = 3,81 мм. При использовании фасок, значительно увеличивающих допустимое отклонение от соосности деталей (с 0,02 до 4,02 мм), можно использовать робот с погрешностью позиционирования ±1,9 мм. Практически даже у загрузочных роботов эта погрешность составляет ±1,0 мм. Такой загрузочный робот, следовательно, вполне можно использовать для автоматической сборки рассматриваемого комплекта деталей: валика со втулкой.
Однако необходимо помнить, что из-за использования фасок при сборке по крайней мере одна собираемая деталь из двух должна иметь возможность свободно перемещаться в горизонтальной плоскости на расстояние, равное ширине фасок, т.е. в данном случае на 2 мм. С этой целью втулку не следует жестко зажимать по наружной поверхности, как это было возможно, когда фаски не использовались для самоцентрирования. Втулку необходимо поставить в приспособление с радиальным зазором 2 мм. В процессе установки валика во втулку роботом втулка может смещаться в зазоре под действием боковых сил, действующих по фаскам. Фаски должны быть сделаны под такими углами, чтобы не было самоторможения и, как следствие, — заклинивания деталей при сборке. Вместе с тем ориентация втулки по боковой цилиндрической поверхности с зазором в гнезде кассеты является источником дополнительной погрешности установки — отклонения от соосности, — которая должна учитываться в размерной цепи В отдельным звеном. Это звено размерной цепи является, по существу, подвижным компенсатором при достижении точности замыкающего звена размерной цепи — допустимого отклонения от соосности Бд методом автоматического регулирования.
Если зазор между втулкой и гнездом в кассете будет больше требуемого для компенсации значения, то при сборке валик может торцом упереться в торец втулки и автоматическая сборка также будет невозможна. Таким образом, ширина зазора между втулкой и гнездом в кассете должна быть определена расчетом. Слишком маленький зазор не позволит втулке смещаться и использовать заходные фаски при сборке, а слишком большой зазор приведет к чрезмерно большой погрешности положения втулки в кассете. Практически приходится использовать лишь частично возможности расширения допуска Гд благодаря использованию фасок. При расчете требуемого диаметра отверстия в кассете под втулку необходимо учесть также допуски диаметров втулки и отверстия в кассете.
Лучшие условия для автоматической сборки можно создать, если втулка будет центрироваться в отверстии кассеты или в специальном приспособлении для сборки и в то же время будет иметь необходимую свободу относительных боковых перемещений. Это можно обеспечить, подпружинив втулку симметрично с боковой стороны установкой, например, трех пружин под углом 120° в плане. Поскольку в этом случае пришлось бы оснащать все гнезда кассеты такими пружинами для центрирования втулок или использовать дополнительное загрузочно-разгрузочное устройство для установки втулок в специальное "плавающее" приспособление, то целесообразно обеспечить подпружиненный в боковых направлениях захват валика, устанавливаемого во втулку.
Жесткость пружинящих элементов выбирают исходя, с одной стороны, из требуемой надежности центрирования, а с другой, — из допустимого значения боковой силы при автоматической установке валика по фаскам. Максимальное значение возможного смещения определяют, как было показано, расчетом размерной цепи. Зная жесткость и значение возможного смещения, можно рассчитать и сконструировать требуемое устройство.
В данном примере проанализировано только смещение осей при автоматической установке валика во втулку. Однако необходимо аналогичным образом рассмотреть способы достижения требуемого угла скрещивания осей валика и отверстия во втулке. Может потребоваться такое крепление валика в захвате, которое бы обеспечивало возможность не только радиального смещения валика при установке во втулку, но и поворота оси валика в двух вертикальных плоскостях. Таким образом, задача существенно усложняется.
Анализ размерных связей при сборке позволяет, таким образом, согласовать размеры сборочной системы, обосновать требования к точности используемого робота, деталям для автоматической сборки и приспособлениям. При ручной сборке такой анализ не нужен, при автоматической — необходим. Автоматизация сборки требует расчета размерных связей.
2.7. Размерные связи процесса изготовления деталей
Изготовление деталей машин прежде всего должно обеспечивать их требуемое качество, количество и сроки изготовления при минимальных затратах. Качество деталей машин описывается двумя группами параметров: параметрами свойств материалов (прочность, твердость и т.д.); размерными параметрами (размеры деталей, отклонения формы, параметры шероховатости).
Взаимосвязь размеров и свойств реализуется при проектировании машины, как правило, расчетом номинальных размеров исходя из выбранных свойств. Допуски размеров определяют из размерного анализа конструкции с учетом выбранного МТД замыкающего звена, возможностей достижения точности размеров при сборке, а также сучетом достижимой точности получения размеров деталей при изготовлении с минимальными затратами.
При автоматическом процессе изготовления деталей существуют различные размерные связи, которые можно подразделить на три группы: установочные, операционные, межоперационные.
Установочные размерные связи действуют в процессе автоматической установки заготовок в приспособления, кассеты, на станки, в измерительные машины или приспособления и т.д. Установочные размерные связи, как правило, не влияют на достижение качественных показателей изделия, но определяют возможность автоматического транспортирования заготовок, загрузки и выгрузки станков.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 3118; Нарушение авторских прав?; Мы поможем в написании вашей работы!