КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы подготовки, доставки к оборудованию и отладки управляющих программ 2 страница
|
|
|
|
Рис. 5.3. Структура затрат труда на сборку изделий в обычном и автоматизированном производстве
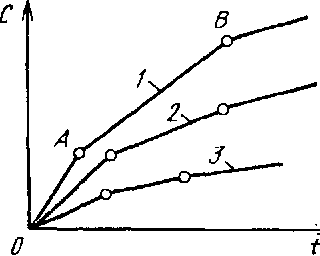
снижаются до величины 32/т и 32//т. Таким образом, указанное условие не выполняется и не обеспечивается экономия общественного труда при переходе к автоматизированному производству. С ростом объема выпуска изделий эффективность автоматизации увеличивается. Линия А (рис. 5.3, б) характеризует зависимость затрат 3 общественного труда от числа п выпускаемых изделий в автоматизированном производстве, а линия В — в обычном. Точка п0 характеризует объем выпуска изделий, при котором оба производства по затратам
3 являются равноценными, т.е. 31/ +T2/n0 =31 +T2n0?, где Т2 и Т2/ — трудоемкость сборки одного изделия в простом и автоматизированном производстве. Таким образом, n0=(3/1- 31)/ (Т2 -Т2/).
В условиях массового производства, когда каждая операция сборки закреплена за отдельным рабочим местом при определенной программе выпуска, может потребоваться увеличение количества средств автоматизации (автоматы-дублеры). Это увеличивает затраты. На линии А это показано в виде уступа. Критическое значение программы выпуска увеличивается до п/0 = (23/1 — 31) /(Т2 — Т/2).
При использовании для изготовления изделий нескольких наименований (серийное производство) быстро переналаживаемого автоматического оборудования эффективность автоматизации производства изделия одного наименования возрастает по сравнению с выше рассмотренным случаем. Величины 31, и З1,/ уменьшаются до значений
З 1а и з 1 /а,здесь а = 1/К < 1, где К — число наименований изделий закрепленных за данным оборудованием (при условии, что время tt сборки партий этих изделий примерно одинаково). При этом З 1а < з 1 /а. Структура затрат труда для данного случая показана на рис. 5.3, в. Критическое значение объема выпуска (рис. 5.3, г) при
этом составляет n0 = а(3 1 /— 3) /(Т2 — Т2/).
Себестоимость сборки снижают путем сокращения всех издержек производства в сборочном цехе. В автоматизированном производстве эта задача имеет определенную специфику. Укрупненная структура себестоимости сборки одного изделия в обычном (Л и автоматизированном (Я) производстве может быть представлена схемами (рис. 5.4, а), где П и П' — заработная плата сборщиков, Ц и Ц' — цеховые расходы, учитывающие все остальные издержки производства (амортизацию сборочного оборудования, расходы на его ремонт, электроэнергию, заработную плату вспомогательных рабочих и т.д.). При автоматизации уменьшаются расходы на заработную плату сборщиков, а цеховые расходы снижаются незначительно и в отдельных случаях могут возрасти.
Зоны применяемости автоматической сборки при использовании специальных средств автоматизации (непереналаживаемые сборочные автоматы
Рис. 5.4. Структура себестоимости сборки (а) и зоны применяемости автоматической сборки (б):
1, 2, 3. 4, 5 — условия соответственно очень хорошие, хорошие, удовлетворительные, плохиеи
полуавтоматы) показаны на рис. 5.4, б. Заштрихованный участок определяет зону использования быстропсрсналаживаемых средств автоматизации сборки — сборочных роботов с программным управлением. Наиболее просто автоматизировать общую сборку простых по конструкции изделий, состоящих из нескольких элементов. Для более сложных по конструкции изделий применяют узловую автоматическую сборку. При усложнении конструкции изделий используют частичную автоматическую сборку со снижением уровня автоматизации а как узловой, так и общей сборки.
На рис. 5.5, а показана зависимость себестоимости С автоматической сборки от объема п выпуска изделий: 1 — для сборочного оборудования специального назначения; 2 — для универсальных средств автоматизации — сборочных роботов. С увеличением п себестоимость сборки снижается, что обусловлено возможностью построения сборочных операций с высокой степенью концентрации технологических переходов. Если программа выпуска незначительна, то выгоднее использовать универсальные средства автоматизации.
Под уровнем автоматизации а сборки понимают отношение продолжительности сборки fg на автоматизированных операциях к общей продолжительности tc технологического процесса сборки данного изделия a=tjtc. Ha рис. 5.5, б показана зависимость tl' (кривая Г) и Ц' от а (кривая 2) для условий массового производства с постоянным закреплением сборочных операций за рабочими местами. С ростом а применяемое технологическое и предметно- транспортное оборудование конструктивно усложняется и удорожается. Это приводит к увеличению амортизационных отчислений по каждой единице сборочного оборудования на одно изделие. При этом сокращается число единиц используемого оборудования.
Общие амортизационные отчисления на одно изделие растут не так интенсивно и в ряде случаев могут даже уменьшаться. С ростом а повышается мощность средств автоматизации, поэтому увеличиваются расходы (кривая 3) на все виды потребляемой энергии (электрический ток, сжатый воздух, газ и др.). Число наладчиков возрастает в 2—3 раза, ремонтных рабочих — в 1,5—2 раза. Заработная плата Я" инженерно-технического и вспомогательного персонала увеличивается в 1,5—2 раза (кривая 4). Увеличиваются расходы на более сложные, а следовательно, дорогие инструменты и технологическую оснастку. При автоматизации сборочного производства уменьшаются потребные производственные площади. Поэтому амортизационные затраты на ремонт и содержание зданий и сооружений снижаются. Зависимость суммарных расходов — себестоимость сборки одного изделия — от а характеризует кривая 5. Программа п и а определяют в каждом конкретном случае наименьшую себестоимость Стш автоматической сборки одного изделия (рис. 5.5, в).
Объем п выпуска непостоянен. Началу выпуска изделий предшествует разработка технологического процесса сборки (участок / на рис. 5.6, а). Далее следуют этапы конструирования, изготовления и отладки сборочного оборудования и оснастки (участок //); эту работу выполняют, если невозможно приобрести готовое оборудование. Затем начинается выпуск изделий, который постоянно увеличивается до заданного значения (участок III). Этот участок характеризует освоение изделий в производстве; он должен быть по возможности коротким, а кривая роста выпуска изделий более крутой. На участке IV выпуск изделий постоянен, а на участке V он постепенно уменьшается до нуля. Последний участок характеризует сокращение выпуска изделий, обусловленное уменьшением спроса на них и их моральным
| С Рис. 5.7. Изменение затрат на изготовление сборочного оборудования во времени |
устареванием. Этот участок характеризует также выпуск запасных частей.
С уменьшением выпуска изделий А начинается выпуск изделий В, а далее • изделий С и т.д. с повторением всех указанных частей цикла сборочного производства. При А = В = С кривые суммируются. Из условий постоянства загрузки сборочного цеха во времени суммарная кривая должна представлять прямую линию L, параллельную оси абсцисс. Это условие обеспечивается при совмещении и равенстве участков III (рис. 5.6, б) и V. Если данные участки не равны, то при разном их относительном смещении на суммарной кривой возникают выступы и впадины (рис. 5.6, в), характеризующие перегрузку и недогрузку сборочного оборудования цеха, что нежелательно в автоматизированном производстве.
Специальное сборочное оборудование конструируют на основе четко проработанного технического задания. Изменение затрат во времени на изготовление сборочного оборудования показано на рис. 5.7. Участок OA характеризует расходы на конструирование, АВ на изготовление, ВС на отладку оборудования. Линия 1 характеризует изготовление оборудования при недостаточной конструкторско- технологической проработке варианта, а линия 2 — при его детальной проработке. Линия 3 характеризует изготовление оборудования из стандартных узлов методом агрегатирования, когда сокращаются затраты и сроки внедрения средств автоматизации.
Автоматическую сборку в основном используют в массовом производстве. В серийном производстве автоматическая сборка используется реже. Сроки окупаемости средств автоматизации часто превышают предполагаемую длительность выпуска изделий. В таких случаях автоматизацию проводят, используя бысгропереналаживаемое сборочное оборудование, принципы групповой технологии, типизацию технологических процессов. Автоматическое сборочное оборудование создают из типовых узлов и исполнительных механизмов. В условиях серийного производства применяют сборочные роботы.
В мелкосерийном и единичном производстве автоматическая сборка выполняется специализированным оборудованием с программным управлением и роботами. Автоматизируется в основном узловая сборка. Автоматизация общей сборки используется лишь для изделий простой конструкции.
5 .3. Последовательность проектирования технологического процесса автоматической сборки
При разработке технологического процесса автоматической сборки технолог-сборщик или группа технологов должны определить состав выпускаемого изделия, технологический маршрут операций и приемы сборки, выбрать оборудование или разработать структуру сборочного оборудования, выполнить экономический анализ, обоснование и расчет выбранного варианта автоматизации, рассчитать режимы оборудования, осуществить специальные исследования. Должны быть детально проработаны вопросы ориентации, базирования, транспортирования и контроля качества изделий, а также разработки технических заданий на конструирование специальных исполнительных устройств и оснастки. Проектные работы выполняют обычным способом или с использованием средств автоматизации проектирования технологических процессов.
Проектирование автоматической сборки характеризуется различной степенью детализации. Одним из вариантов является проектирование технологических процессов автоматической сборки для вновь создаваемого завода с комплексной системой автоматизации производства. Оно наиболее трудно. Задача проектирования несколько облегчается, если имеется аналогичное реализованное на практике решение или комплексная система автоматизации заменяется частичной. Другой вариант — проектирование технологического процесса автоматической сборки осуществляется при реконструкции предприятия и налаживании производства новых изделий. В этом случае возможности технолога ограничены, так как необходимо использовать имеющиеся производственные площади, оборудование транспортных средств, схему грузопотоков и ряд других местных условий. Другие варианты проектирования технологического процесса автоматической сборки возможны на действующих предприятиях при выпуске освоенных изделий. Задача проектирования технологических процессов сборки здесь носит частный характер. Разрабатываются средства автоматизации: автоматические линии, участки линий, отдельные автоматические агрегаты. Проектирование выполняется без глубокого изменения сложившейся структуры производства. Ввиду того, что срок окупаемости внедряемых средств автоматизации должен быть меньше времени выпуска продукции, возможности технолога более ограничены, чем в предыдущих вариантах.
Разработанный технологический процесс автоматической сборки является основой конструкторской, строительной, транспортной, энергетической и организационной частей проекта. На основе технологии определяют потребность в оборудовании, производственную площадь, рабочую силу, основные и вспомогательные материалы, решают вопросы специализации, кооперирования сборочного производства.
Технологический процесс автоматической сборки изделия включает следующие этапы: подготовку деталей и комплектующих изделий (промывка, очистка, деконсервация, предварительный или 100 %- ный контроль комплектования и т.д.); загрузку сопрягаемых деталей в бункерные, магазинные, кассетные и другие загрузочные устройства в предварительно или окончательно ориентированном положении; захват, отсекание и подачу сопрягаемых деталей в ориентирующие и базирующие устройства сборочного приспособления; ориентацию сопрягаемых деталей на сборочной позиции с точностью, обеспечивающей собираемость соединений; соединение и фиксацию сопряженных деталей с требуемой точностью; контроль требуемой точности относительного положения сопряженных деталей или сборочной единицы; выполнение послесборочных операций (например, контроль на выходе, заправка смазочными материалами, топливом, испытание, регулирование, балансировка, маркировка, упаковка, счет, учет).
Построение технологического процесса зависит прежде всего от конструктивных особенностей выпускаемых изделий — габаритных размеров, числа входящих в изделие деталей и сборочных единиц, характера и сложности соединений. Особенности собираемого изделия и программа выпуска определяют структурную схему технологического процесса автоматической сборки, последовательность выполнения его операций, их повторяемость, параметры автоматического оборудования и условия его настройки. Нерационально спроектированная технология вызывает потери времени при эксплуатации сборочного оборудования. При проектировании технологического процесса автоматической сборки нужно учитывать ряд положений: программу выпуска изделий; технологичность конструкции изделия и составляющих его элементов; обеспечение качества собираемого изделия; распределение переходов по сборочным позициям по времени их выполнения; точность и надежность относительной ориентации сопрягаемых деталей соединений; надежность выполнения соединений; контроль качества собираемого изделия или его частей; наладочные параметры сборочных устройств; организацию производства.
Перед тем как решать комплекс задач автоматизации сборки изделия, нужно проанализировать его служебное назначение, технические требования, определить способ сборки, всех его операций (основных и вспомогательных), формирующих изделие и его качественные параметры. Модель формирования качества изделия может быть представлена в виде, — множество
Рис. 5.8. Последовательность этапов проектирования технологии сборки для производства:
а — поточно-массового, б — серийного, 1 — сбор исходных данных, 2 — анализ исходных данных, 3 — составление технологических схем, 4 — для поточно-массового — расчет темпа и определение типа производства, для серийного — определение размера партии, 5 — выбор организационных форм сборки, 6 — выбор баз, 7 — разработка маршрута и содержания операций, 8 — для поточно-массового — выбор типа оборудования, для серийного — выбор имеющегося оборудования, 9 — определение норм времени, 10 — уточнение содержания операций, II — выбор модели оборудования, 12 — определение режима сборки, 13 — уточнение норм времени, 14 — выбор оснастки и разработка технологических условий на ее уточнение, 15 — определение количества и загрузки оборудования, 16 — балансировка поточных линий, 17 — определение межоперационных заделов, 18 — оформление документации
параметров исходных сборочных компонентов (материалов деталей, сборочных единиц, комплектующих изделий и т.д.); UJ (t)— множество промежуточных параметров сборочных единиц, формируемых текущей операцией; ϴk (t)— выходные параметры изделия. Индексом t обозначено текущее значение параметра, а стрелками — направление потока формирования параметров. Здесь учитывается и собирае мость изделий, зависящая от физических и размерных параметров сборочных компонентов и всего процесса сборки. Размерные параметры сопрягаемых поверхностей определяются точностью их изготовления.
Последовательность этапов проектирования технологии сборк показана на рис. 5.8.
Сбор исходных данных. К исходным данным для проектирования технологических процессов автоматической сборки относятся: информация сборочных чертежей и технических условий или формализованное описание объектов сборки; технико-экономические требования, содержащие сведения о номенклатуре и программе выпуска изделий, производительности и стоимости сборочного оборудования, сроках освоения выпуска, допустимом времени сборки; технические требования (точность сборки, условие работы изделия и т.д.).
Анализ исходных данных. В сборочном чертеже изделия должны быть приведены: нужные проекции и разрезы; спецификация составляющих его элементов; посадки в сопряжениях; масса изделия и его составных частей. В технических условиях должны быть указаны: точность сборки, качество сопряжений, их герметичность, жесткость стыков, моменты затяжки резьбовых соединений, точность балансировки вращающихся частей, методы выполнения соединений, желательная последовательность сборки, методы промежуточного и окончательного контроля изделий. На основе рекомендаций по технологичности конструкции изделий определяют, необходимы ли конструктивные изменения, обеспечивающие автоматическую сборку. Если изменения внести невозможно, сборку данной части изделия (на данной операции) выполняют вручную или с использованием средств механизации. Анализ конструкции изделия и составляющих его деталей позволяет определить, какой вид сборки по степени автоматизации рациональнее применить.
Составление технологических схем автоматической сборки. Анализ конструкции и изучение технических условий на изделие заканчивают составлением технологических схем обшей и узловой сборки изделия. Это первый этап разработки технологического процесса. Технологические схемы сборки составляют на основе анализа сборочных чертежей изделия. Они отражают маршрут сборки изделия и его составных частей. На этом этапе выявляют оптимальную степень расчленения изделия на составляющие элементы и выбирают возможные методы автоматической сборки различных соединений. Разрабатывают различные технологические варианты схем сборки, содержащие сведения о целесообразности дифференциации и концентрации операций, возможных вариантах схем базирования, относительной ориентации деталей и их закрепления. Рассчитывают условия собираемости деталей. Выбирают бункерные ориентирующие, транспортные, контрольные и другие устройства. На основе технико- экономического анализа выбирают наиболее рациональный вариант оборудования для сборки.
Последовательность сборки определяют на основе анализа размерных цепей изделия, каждая из которых предназначена для решения конкретной задачи. Определяя последовательность сборки, учитывают функциональную взаимосвязь элементов изделия, конструкцию базовых элементов, размеры и массу присоединяемых элементов, степень их взаимозаменяемости, а также то, что легко повреждаемые элементы желательно устанавливать в конце сборки.
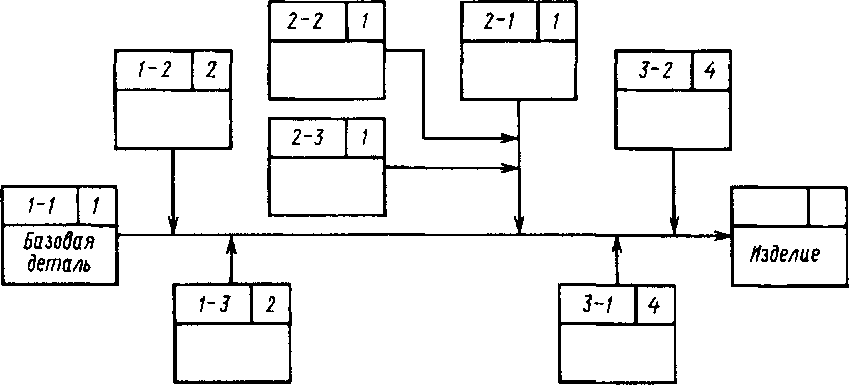 Рис. 5.9. Схема расположения сборочных элементов при соединении деталей
Рис. 5.9. Схема расположения сборочных элементов при соединении деталей
|
Наглядное представление о технологичности изделия дают схемы сборки, предусматривающие выделение ступеней технологического процесса. Может также быть использована форма схемы сборки, показывающая расположение собираемых элементов с указанием технологической последовательности сборки (рис. 5.9). За исходную принимается базовая деталь 1—1, к которой присоединяются по две детали 1—2 и 1—3. В результате этого образуется сборочная единица C1. К этой сборке присоединяется сборочная единица С2, образованная из деталей 2—1, 2—2, 2—3 и т.д. Детали на схеме обозначены прямоугольниками, внутри которых дается индексация и в нижней части — наименование деталей. Сборочной единице С(- присваивается порядковый номер ступени сборочной единицы (узла) i = (1, п). Этим же номером отмечаются и отдельные детали, входящие в С(. Изделие, собранное по данной схеме, имеет три ступени сборочных единиц. Однако подобные схемы не дают возможности четко представить связи между отдельными элементами всего сборочного процесса и выявить его рациональную структуру, связанную с выполняемыми работами.
Наибольшей информативностью обладают технологические схемы общей и узловой сборки, на которых указывают не только технологические, но и вспомогательные операции, обусловленные особенностями автоматической сборки (контроль, поворот или перевертывание собираемого объекта, смазывание и др.) (рис. 5.10). Детали и сборочные единицы на схеме изображаются прямоугольниками с индексацией номеров (наименований), а операции — кружками с последовательной нумерацией. При этом под операцией при многооперационной автоматической сборке понимают действия над собираемым
объектом, выполняемые на определенной рабочей позиции автоматического оборудования. Позиции связаны между собой транспортной системой. На схемах следует обозначить участки ручной и механизированной сборки, на которых автоматизированная сборка затруднена или невозможна.
Определение типа производства. Типы производства в сборочном цехе определяют отдельно для изделия и его составных частей, так как они могут быть различными. При поточно-массовом производстве изделий их автоматическую сборку выполняют на высокопроизводительных специальных автоматических линиях, в том числе переналаживаемых (ПАЛ). При среднесерийном производстве сборку ведут партиями на автоматическом оборудовании. Использую'- также псременно-ьоточные или групповые автоматические линии для конструктивно или технологически сходных изделий. ГАЛ строят на базе ГПМ, автоматизированного транспортного оборудования и автоматизированных рабочих мест (АРМ) с управлением от центральной ЭВМ. Для ГАЛ характерны поточные методы организации сборки, высокие синхронизация операций и производительность. В мелкосерийном многономенклатурном производстве сборку выполняют на оборудовании с микропроцессорным управлением, обслуживаемым автоматизированной транспортной системой, которая вместе с ЭВМ образует ГАУ сборки. При поточном методе работы штучное время на операцию должно быть несколько меньше темпа сборки для создания резерва на случай задержек сборки или кратно темпу. Коэффициент загрузки оборудования должен быть высоким (не менее 0,95). На первых операциях поточной линии его нужно брать меньше, чем на последних операциях сборки. Это обеспечивает большую надежность работы линии в случае отказов оборудования.
Выбор организационной формы автоматической сборки. Организационную форму сборки следует выбирать в зависимости от конструкции изделия, его размеров, массы, программы и срока выпуска. Организационные формы сборки устанавливают раздельно для изделия и его составных частей. В общем случае они могут быть разными. Вариант организационной формы автоматической сборки конкретного изделия выбирают на основе расчетов себестоимости сборки с учетом сроков подготовки и оснащения производства необходимым оборудованием.
По организационным формам автоматическая сборка может быть стационарной и конвейерной. Стационарную сборку выполняют на специальном оборудовании или посредством ПР. Ее в основном используют в массовом и серийном производстве для сборки небольших узлов. Конвейерная сборка на автоматических линиях в большинстве случаев выполняется с периодической остановкой собираемого изделия. Сборка с непрерывным перемещением изделия осуществляется на конвейерах, оснащенных ПР, а также на роторных автоматических линиях.
Разработка маршрутной технологии общей и узловой автоматической сборки. Маршрутнуо технологию составляют на основе технологических схем сборки. Маршрутная технология включает все технологические, контрольные и вспомогательные операции, выполняемые автоматически или вручную. Содержание операций устанавливают в зависимости от выбранного типа производства и темпа сборки. При построении маршрутной технологии нужно стремиться к одновременному выполнению (объединению) нескольких операций. Это обеспечивает сокращение цикла сборки и потребности в производственных площадях. Пои массовом производстве содержание операции должно быть таким, чтобы ее длительность была несколько меньше темпа сборки или кратна ему.
При серийном производстве содержание операции принимают таким, чтобы на отдельных сборочных позициях выполняемая периодически сменяемыми партиями узловая и общая сборки данного и других изделий обеспечивали высокую загрузку оборудования. Для
где п — число наимено-общей сборки ваний изделий; tш I штучное время общей сборки I –го изделия,
Ni-годовая программа выпуска г-го изделия; Тnзi — подготовительно- заключительное время для i-го изделия; к — число партий в год; m —число стендов для общей сборки; Фэ — эффективный годовой фонд времени работы.
При использовании автоматического сборочного оборудования штучное время определяют без учета tоб и tn — времени соответственно организационного обслуживания и перерывов в работе. Производительность (шт/мин) сборочного автомата или полуавтомата Q = 1/Тц = 1 /tQn = 1 /(t0 + tB), где Гц — время рабочего цикла оборудования (мин); tQn — оперативное время; t0 — основное время;
tB — вспомогательное время.
Время tB в данном случае представляет собой цикловые потери; Если tB = 0, то Гц = t0 и Q = 1 ]t0. Технологическая производительность оборудования QT = 1/(t0 + tB + tn), где tц — внецикловые потери, учитывающие затраты времени на смену и подналадку инструмента, регулирование оборудования. Величину tц относят ко времени одного цикла.
В условиях автоматизации устанавливают норму времени на сборку единицы продукции и норму, заданную рабочему (бригаде рабочих) и выраженную в единицах продукции (численности рабочих).
При построении маршрутной технологии необходимо выделить операции с большой вероятностью отказов и предусмотреть на данном этапе производственные заделы. На основе маршрутной технологии разрабатывают техническое задание средств автоматизации. При разработке определяют тип технологического и транспортного оборудования, которое затем уточняют на последующих этапах проектирования технологии сборки.
Выбор технологических баз, схем базирования изделия при узловой и общей автоматической сборке. Ответственным этапом проектирования технологического процесса автоматический сборки является выбор технологических баз и схем базирования, который должен обеспечить заданную точность сборки, удобство ее выполнения, простоту конструкций приспособлений, оборудования и транспортных средств. При выборе технологических баз стремятся выдержать принципы совмещения, постоянства и последовательности смены баз. В каждом конкретном случае может быть использовано несколько схем базирования. При анализе схем рассчитывают погрешности установки. Если предусмотрена организованная смена баз, то пересчитывают соответствующие размеры и допуски на них, определяют допуски на параметры технологических баз. Для сокращения числа вариантов схем базирования следует применять типовые решения. Технологические базы выбирают с учетом обеспечения удобства установки и снятия собираемого изделия, надежности и удобства его закрепления, возможности подвода с разных сторон присоединяемых деталей и сборочных инструментов. Различают базирование: базовой детали изделия или отдельной его части при их установке в сборочное приспособление; сопрягаемых деталей при узловой или общей сборке.
Базовые детали устанавливают в стационарные позиционные приспособления или приспособления-спутники. В обоих случаях следует соблюдать принципы совмещения и постоянства баз. Соединение двух деталей при автоматической сборке должно обеспечить их 100 %-ную собираемость.
Построение операций автоматической сборки. Этап построения операций сборки является наиболее трудоемким и сложным при проектировании технологии автоматической сборки. Он включает: уточнение содержания операций; повышение степени концентрации переходов; четкое разграничение всех составляющих элементов операции — от ориентации сопрягаемых деталей до удаления собираемой части изделия или его самого; технологические расчеты; определение сил запрессовки, затяжки резьбовых соединений, клепки и т.д.; определение штучного времени по элементам изделия и в целом.
На этом этапе определяют основную технологическую характеристику необходимого сборочного оборудования: структурную схему; кинематические и динамические параметры; размер рабочей зоны для размещения собираемого изделия с оснасткой; систему управления; степень автоматизации рабочего цикла; способность к переналадке. При отсутствии серийно выпускаемого оборудования разрабатывают техническое задание на его проектирование, при его наличии выбирают модель.
Разрабатывают техническое задание на конструирование специальных сборочных инструментов, сборочного приспособления с указанием принятых схем базирования, способов автоматической подачи и ориентации деталей и снятия готового изделия. Определяют методы необходимого контроля выполнения сборки, тип блокировочных устройств, предупреждающих аварийные ситуации и брак.
При проектировании операции сборки на многопозиционных станках и АЛ определяют загрузку оборудования по отдельным позициям, строят циклограммы работы, устанавливают структуру и тип линии, необходимые заделы и накопители, конфигурацию линии в плане для ее стыковки со сложными участками сборочного цеха. Составляют техническое задание на проектирование линии.
Нормы времени на сборочные операции определяют расчетно- аналитическим методом.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 695; Нарушение авторских прав?; Мы поможем в написании вашей работы!