КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Проектирование автоматизированных процессов изготовления деталей 3 страница
|
|
|
|
с гибкой межоперационной связью
где kTi — собственные внецикловые потери i-ro РТК.
Qж.с соответствует минимальной, a Qr с — максимальной производительности РТЛ.
Комплексный показатель надежности кн = t0/t0TK + tB0C, где Z0TK — время наработки ПР на отказ; tBQC — среднее время восстановления работоспособности ПР.
При эксплуатации РТК необходимо обеспечить ритмичность производственного процесса и синхронность операций. Для РТК устанавливают усредненный ритм гср и путем подбора и группирования операций обеспечивают равенство или кратность между гср и продолжительностью операций: rcp = tmi/mc. Синхронизация обеспечивает минимум простоя основного оборудования РТК, увеличение его производительности.
В ГПС для многономенклатурного мелкосерийного производства ГПМ оснащают широким набором дополнительных устройств, увеличивающих их гибкость. ГПМ, работающие в режиме безлюдной технологии, должны отвечать ряду специальных требований, которые можно разделить на основные и дополнительные. Например, токарным ГПС предъявляют следующие основные требования: управление от ЭВМ, наличие магазина инструментов, конвейера для сбора стружки, автоматический зажим и разжим заготовок в патроне станка. К дополнительным требованиям относятся возможность автоматической переналадки патрона по программе, регулировки по программе силы зажима заготовки определяемого жесткостью заготовки и силами резания, автоматической корректировки УП при изнашивании режущего инструмента и т.д. Аналогичным требованиям должны отвечать и ГПМ на базе многоцелевых сверлильно-фрезерно-расточных станков. Кроме этого, такие ГПМ должны отвечать специфическим требованиям: наличие магазинов приспособлений-спутников, многошпиндельных головок, возможность замены комплектов инструментов или целиком инструментальных магазинов; замена тары для стружки и емкостей для СОЖ при переходе на обработку различных материалов; очистка от стружки опорных поверхностей спутников и позиционных приспособлений; корректировка положения заготовки в спутнике и т.д. Обязательным требованием к ГПМ является возможность его встраивания в ГПС. Поэтому он должен иметь стандартные сопрягающие устройства для стыковки с АТСС, с центральной ЭВМ, а также отдельными системами ЧПУ станков, ПР и транспортных устройств. ГПМ создают на основе модульного принципа.
На рис. 5.61 представлена компоновка ГПМ "Модуль 500" созданного на базе многоцелевого станка ИР-500МФ4, оснащенного дополнительным накопителем 5 приспособлений-спутников. Устройство 6 смены спутников представляет собой двухпозиционный поворотный стол, связывающий станок с накопителем. На спутник можно уста-
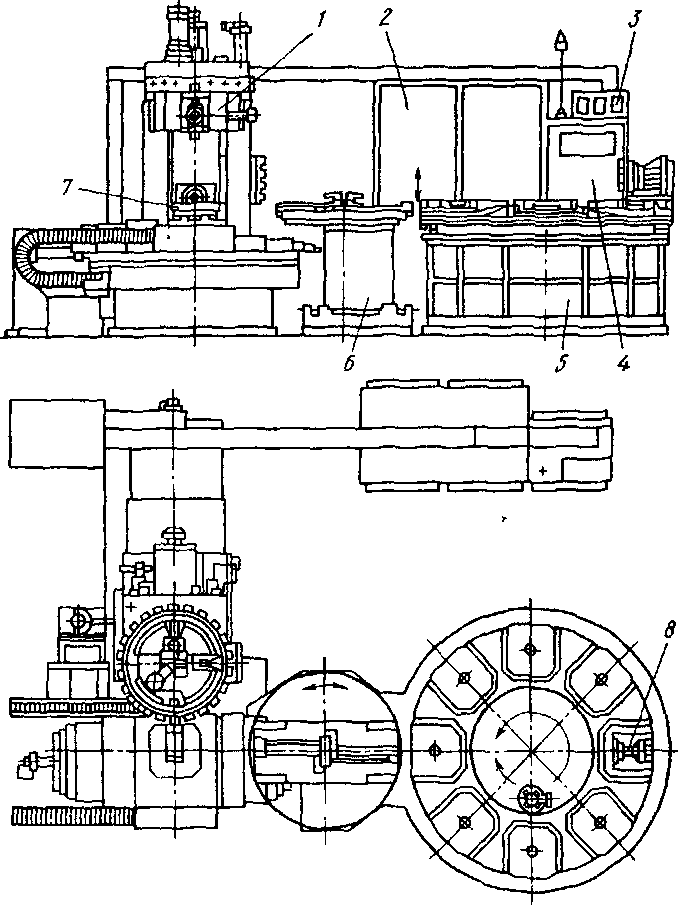 Рис, 5.61. Компоновка ГПМ "Модуль-500" на базе многоцелевого станка ИР-500 МФ4:
I — станок, 2 — шкаф электрооборудования, 3 — система управления измерением параметров обработки; 4 — устройство ЧПУ; 5 — накопитель спутников; 6 — устройство смены спутников; 7 — спутник, 8 — кассета с инструментом
Рис, 5.61. Компоновка ГПМ "Модуль-500" на базе многоцелевого станка ИР-500 МФ4:
I — станок, 2 — шкаф электрооборудования, 3 — система управления измерением параметров обработки; 4 — устройство ЧПУ; 5 — накопитель спутников; 6 — устройство смены спутников; 7 — спутник, 8 — кассета с инструментом
|
навливать как заготовку, так и кассету с инструментом. Кассета в нужный момент подается на стол станка, а затем манипулятор заменяет инструмент.
На рис. 5.62 показан гибкий сверлильно-фрезерно-расточной модуль МА2765МЗФ4 с ЧПУ, служащий для многооперационной обработки заготовок корпусных деталей из черновых и цветных металлов. ГПМ может работать как индивидуально, так и в составе
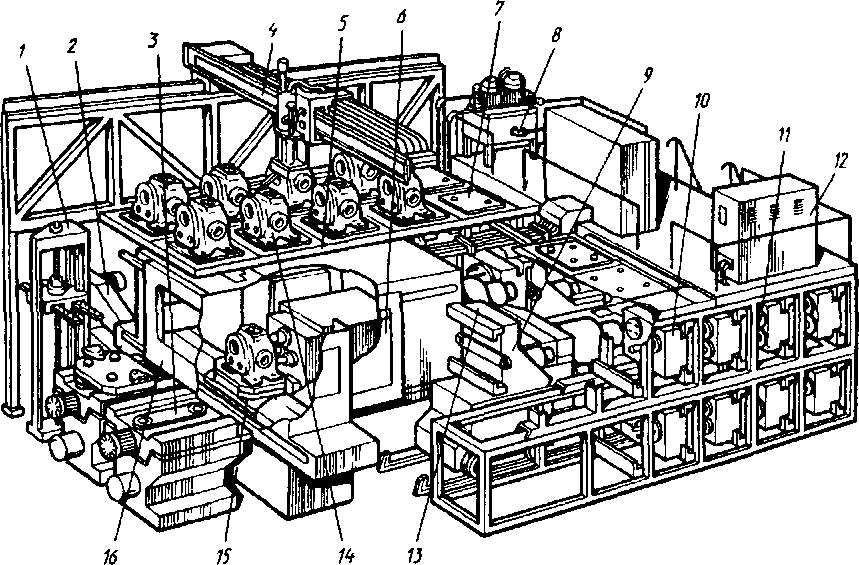 Рис. 5.62. Переналаживаемый ГПМ с магазином многошпиндельных коробок
Рис. 5.62. Переналаживаемый ГПМ с магазином многошпиндельных коробок
|
ГПС. Он состоит из многоцелевого станка 6, систем автоматической смены многошпиндельных коробок, несущих режущий инструмент, и обрабатываемых заготовок, системы управления 12. Станок состоит из привода главного движения 13, поперечного подвижного поворотного стола 15, ограждения 16 устройства для удаления стружки 2, гидрооборудования 8. Система автоматической смены заготовок включает двухпозиционную станцию загрузки и зажима 3 заготовок, подъемник-укладчик 1, подающий посредством манипулятора 4 заготовки 14 со склада 5 на станцию загрузки. На складе кроме заготовок хранятся столы-спутники 7 с приспособлениями для установки и закрепления заготовок. При переналаживании модуля заменяют зажимные приспособления, СШК 10 с инструментами 11, УП обработки партии заготовок новых деталей. УП вводятся в ЧПУ либо с пульта управления ГПМ, либо путем замены программоносителя. Доставка СШК на модуль осуществляется транспортным устройством 9.
На типовых компоновочных схемах указывают как жестко заданный маршрут перемещения обрабатываемых заготовок (в ГАЛ), так и гибкие маршруты (в ГАУ). Маршрут перемещения заготовок в ГПС выбирают после выполнения операций в зависимости от того, возвращается ли она на склад в процессе обработки или нет. Это обусловли
вает косвенную (через склад) или прямую связь оборудования между собой. В первом случае заготовки транспортируются непосредственно со склада к оборудованию. После обработки на одном станке заготовка перемещается к другому, минуя склад.
Этот принцип обработки используют в условиях крупносерийного производства при длительном цикле обработки, значительной массе заготовки. Косвенная связь означает, что транспортирование заготовки осуществляется от одного станка через склад к другому. Он используется при малой длительности цикла обработки. При косвенной связи оборудования обеспечивается более полная его загрузка, заготовки новой партии деталей транспортируются к станку только по окончании обработки предыдущей партии, что не требует увеличения вместимости накопителей ГПС, весь производственный процесс упрощается и контролируется с центрального пункта управления и поэтому подается только нужное число заготовок.
В зависимости от схемы расположения оборудования в ГПС транспортирование заготовок и других компонентов материального потока организуется по жесткому (рис. 5.63, а, б, г) или по гибкому маршруту. При комбинированном потоке на отдельных участках ГПС маршрут может не изменяться, а на других может быть изменен. В этом случае транспортную систему планируют так, чтобы заготовки могли подаваться к оборудованию в различной последовательности, пропус-
Рис. 5.63. Типовые компоновочные схемы расположения оборудования в ГПС: а — параллельная; б — линейная однорядная; в — линейная многорядная; г, д — круговая; е — роторная; а, б, в — разомкнутое положение оборудования; г, д, е — замкнутое положение оборудования
5.7. Варианты перемещения материального потока в зависимости от расположения оборудования
|
| Примечание. Знак "+" означает наличие, знак "—" — отсутствие. |
кая какую-либо единицу оборудования ГПС (табл. 5.7). На основе использования различных компоновочных решений разработаны типовые схемы размещения оборудования в ГПС различного технологического назначения для мелко-, средне- и крупносерийного производства.
На рис. 5.64 показана схема типового ГАУ "Талка-500", предназначенного для изготовления корпусных деталей (L*BxH до 500*500x500 мм) в условиях мелкосерийного производства. Он включает четыре ГПМ 5 (см. рис. 5.62), автоматизированную транспо-
1 2 3 4
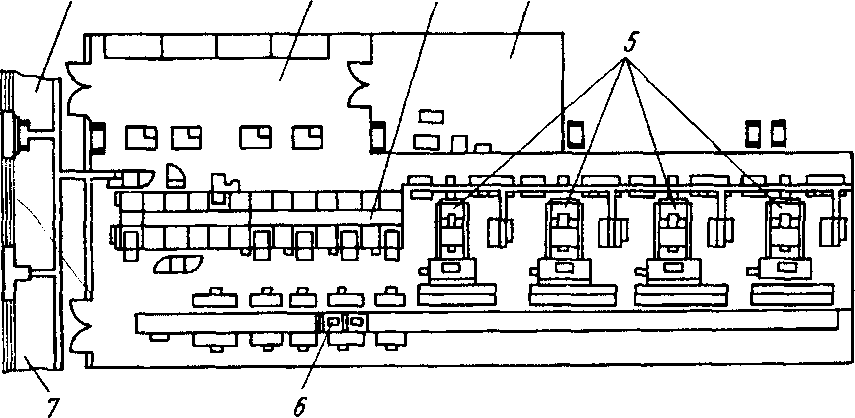 Рис. 5.64. Схема типового ГАУ "Талка-500"
Рис. 5.64. Схема типового ГАУ "Талка-500"
|
 Рис. 5.65. Структурно-компоновочная схема ГПС АСВ-31 для изготовления деталей типа тел вращения:
1 - станок П756ДФЗ, 2 - ПР СМ80Ц2502, 3 - АТСС, 4 - подвижные тактовые столы для кассет с заготовками, 5 — кран-штабелер СЧ22504, 6 — станция обслуживания, 7 — устройства входа-выхода АТСС
Рис. 5.65. Структурно-компоновочная схема ГПС АСВ-31 для изготовления деталей типа тел вращения:
1 - станок П756ДФЗ, 2 - ПР СМ80Ц2502, 3 - АТСС, 4 - подвижные тактовые столы для кассет с заготовками, 5 — кран-штабелер СЧ22504, 6 — станция обслуживания, 7 — устройства входа-выхода АТСС
|
ртную систему 6, склад 3, отделения для подготовки спутников 2 и инструментальных комплектов 4, автоматизированный комплекс / на базе малой ЭВМ для подготовки УП, УВК 7 на базе типового комплекса ЭВМ СМ2 с необходимыми переферийными устройствами, служащий для организации и управления технологическими процессами обработки, выдачи информации о текущем состоянии процессов и оборудования ГАУ.
Компоновка типового ГАУ для изготовления деталей типа тел вращения показана на рис. 5.65. ГАУ для обработки валов и фланцев (50—60 тыс. шт/год при двухсменной работе) эксплуатируют в среднесерийном производстве. В состав ГАУ входят токарные полуавтоматы с ЧПУ и многоцелевые станки сверлильно-фрезерно-расточной группы. ГАУ построен по технологическому принципу из станков одинакового технологического назначения и модели. ГАУ, состоящий из семи секций, управляется УВК.
Годовая программа выпуска деталей в ГПС (станко-ч)
где n — число наименований выпускаемых, шт.; Тср — выработанная средняя станкоемкость технологической операции, включающая среднее цикловое время обработки и время загрузки-выгрузки заготовки, станко-ч; Тп 3 ср — удельное среднее подготовительно-заключительное время, станко-ч; Nt — годовая программа выпуска ьго изделия, шт.; i = 1, 2,...; К] — число у'-х деталей, входящих в состав комплекта по г-му изделию (с учетом применяемости на изделие); /ср — среднее число операций полной размерной обработки /'-х деталей.
Производительность ГПМ определяется числом технологических операций, выполняемых за единицу времени.
Цикловая производительность <2Ц = Тп/(Тсртс), где Тп — время, в течение которого определяется производительность ГПС, ч; тс — число единиц оборудования.
Потенциальная производительность Q = Тп/ [(Тср + ^)тс], где t^/q — удельные затраты времени на плановое и внеплановое обслуживание механизмов и режущего инструмента, ч; Т^ — время, затраченное на обслуживание за период Тп; q — число технологических операций на одном станке за период Гп, ч.
Эффективная производительность Q3 = Тп/[(Тср + to5 + <opr)/mc], где *орг •= Торг/q — удельные затраты времени вследствие простоев оборудования, связанных с организационными причинами; Горг — время простоев за период Гп, ч.
Организационно-технический уровень ГПС определяется коэффициентом Ку, характеризующим степень достижения цикловой производительности ky = QjQly = Тср/(Тср + *об + /орг).
Разделив числитель и знаменатель на 7^, получим ку = 1/(1 + + Уоб + Уорг), где Уо6 — удельная, т.е. отнесенная к одному часу работы ГПС, длительность технического обслуживания; Уорг — удельные потери времени по организационным причинам.
Величина 1 — ку характеризует долю времени, в течение которого ГПС простаивает вследствие плановых, внеплановых и организационных причин. Коэффициент ку характеризует степень соответствия системы обеспечения функционирования (СОФ) ГПС и ее технологического оборудования.
Состав СОФ ГПС должен быть ориентирован на повышение ее эффективности, но ограничивается экономической целесообразностью использования применительно к условиям конкретного производства, т.е. Фэтс&куСх г С2 + кнК, где Фэ — эффективный годовой фонд работы технологического оборудования, ч; Дку — приращение коэффициента в результате использования СОФ ГПС; С j — стоимость простоев единицы технологического оборудования, руб.; С2 — себестоимость СОФ, руб.; кн — нормативный коэффициент окупаемости капитальных вложений; К — капитальные вложения на создание СОФ, руб.
Число единиц основного оборудования ГПС определяют дифференцировано по моделям. Оборудование должно быть взаимозаменяемым, что повышает работоспособность ГПС. Число единиц оборудования, входящего в ГПС, тс = Nr/<Pr
Партия запускаемых заготовок = \j2Nj3n3x, где пу- — число
заготовок в партии запуска деталей /-го наименования, шт.; n! — годовой выпуск деталей /-го наименования; Зп — постоянные затраты на подготовку оборудования, руб.; Зх — затраты на хранение одной детали, руб.
Вместимость склада-накопителя ГПС определяют суммированием партий заготовок, ожидающих первоначальной обработки, и партии заготовок, находящейся на промежуточном хранении перед последующей обработкой: Мя = {(п^/с2) [/оср + t^ (/ср - 1)]*Д.ФН, ще Ns -
число ячеек склада накопителя; и- — число заготовок в партии; д^ — вместимость транспортной тары (среднее число заготовок /-го типа, укладываемых в тару); к2 — число партий заготовок, одновременно находящихся на обработке в ГПС; tQ ср — среднее время ожидания
партии заготовок перед первоначальной обработкой, смены; t^cp — то же, перед последующей обработкой, смены; кг — коэффициент, учитывающий неравномерность грузооборота (кг = 1,25); кс — число рабочих смен в сутки; Фн — номинальный фонд времени в году, дни.
Количество транспортных средств ГПС определяют исходя из того, что условия работы АТСС соответствуют условиям работы систем массового обслуживания (СМО) с пуансоновским законом распределения времени заявок на обслуживание оборудования. Заявка возникает по окончании обработки на станке заготовки или заготовок, размещенных в транспортной таре или позиционном накопителе.
Интенсивность потока заявок на транспортное оборудование А. = = {Тп/[2Тср(тс — тп)]} + 2тп, где Тп — расчетный период времени, ч; rcp — выборочная средняя станкоемкость технологической операции, ч (в случае группового транспортирования деталей Тср = = Y.Tcpk{j); mn — число станков, подлежащих переналадке за период Тп.
Первое слагаемое в формуле учитывает время подачи заготовок (тары с заготовками при групповом способе транспортирования); второе — подачи к станкам оснастки, когда при переналадке оборудования она выполняется АТСС.
Длительность обслуживания заявки определяется типом транспортного средства, его скоростными характеристиками и длиной трассы. Для транспорта циклического действия (транспортные манипуляторы, краны штабелеры) длительность обслуживания (мин) при двухадресном режиме Гд = 2(tp + tT + tn + tB n), где tp, tT — время соответственно разгона и торможения транспортного средства, мин; tR — время его движения на маршевой скорости, мин; /в п — время выполнения цикла взять — поставить, мин.
Для определения Т обычно используют среднюю длину пути движения транспортного средства на маршевой скорости, составляющую 0,3—0,5 длины трассы.
Интенсивность обслуживания ц = 1/Гд. Основное условие функционирования АТСС следующее: а < ттс, ще а = Я/ц — коэффициент; mT с — число транспортных средств. Длина очереди (шт.) Lj =
mc
= Е (z — mTC)Pk, где z — число заявок на обслуживание, шт.;
k=mr.c
Рк — вероятность того, что в системе на обслуживание и в очереди находится ^-требований; Рк = (mc! а4Р0)/[K\(mc — А)] при 1 <, К <.
i. тс; Рк = (тс! а4Р0)/ ттсттс!(тс — Л)!] при тТ С <. К <. тс.
тс
Величину Pq определяют из условия Т,Рк = 1 при & = 1, 2, 3,..., тс.
тс
Среднее число отрабатываемых требований Lcp = Е zPk. Коэффициент использования оборудования ки0 = 1 — (L^/тс). Коэффициент простоя оборудования в ожидании обслуживания кп 0 = L/mc. Коэффициент кио является интегральной характеристикой замкнутой системы, определяющей интенсивность эксплуатации обслуживаемого технологического оборудования. Практически он определяет вероятность того, что данный станок будет находится в эксплуатации в любой момент времени. Эта характеристика справедлива при отсутствии буферного накопителя. При наличии последнего для исключения простоев оборудования нужно, чтобы L <. Тс'р, где Т1 — среднее время изготовления детали или транспортного комплекта, мин.
При использовании транспортных средств непрерывного действия (различного вида конвейеров) АТСС рассматривается как система массового обслуживания с неограниченным количеством обслуживающих приборов, т.е. тт с = При любой интенсивности входящий поток заявок начинает сразу обслуживаться так как в системе имеются незанятые приборы.
Контрольные вопросы
1 Какие параметры определяют условия применения автоматической сборки''
2 В какой последовательности выполняют проектирование технологического процесса автоматической сборки''
3 В какой последовательности проектируют автоматическое сборочное оборудование''
4 Как определяют надежность работы автоматического сборочного оборудования''
5 Как выполняют группирование изделий для их автоматической сборки и обработки''
6 В какой последовательности осуществляют проектирование автоматизированных и автоматических процессов изготовления деталей''
7 Назовите основные этапы проектирования ГПС механической обработки
8 Как выбирают вид, компоновку и число автоматизированных станочных систем''
Список литературы
Александрова А.Т.. Ермаков Е.С. Гибкие производственные системы электронной техники М Высшая школа, 1989 319 с
1 Бабушкин А.З.. Новиков В.Ю., Схиртладзе А.Г. Технология изготовления металлообрабатывающих станков и автоматических линий М Машиностроение, 1982 270 с
2 Брюханов В.Н., Схиртладзе А.Г. Метод автоматизированного проектирования ГПС механической обработки деталей М МГЦНТИ Вып № 90-440, 1990 5 с
3 Васильев В.Н., Садовская Т.Г. Организационно-экономические основы гибкого производства М Высшая школа, 1988 271 с
4 Гибкое автоматическое производство /ВО Азбель, В А Егоров, А Ю Звониц- кий и jp М Машиностроение, 1985 454 с
5 Гибкие производственные системы сборки /ПН Алексеев, А Г Герасимов, ЭП Давыденко и др М Машиностроение, 1989 348 с
6 Давыгора В.Н. ГПС для сборочных работ М Высшая школа, 1989 109 с
7 Дашенко А.И., Белоусов А.П. Проектирование автоматических линий М Высшая школа, 1983 327 с
8 Коновал Д.Г., Косов М.Г.. Схиртладзе А.Г. Задачи проектирования гибких производственных систем механической обработки М МГЦНТИ Вып № 240,1992 6с
9 Коновал Д.Г.. Митрофанов В.Г.. Схиртладзе А.Г. Гибкая производственная система токарной обработки М МГЦНТИ Вып № 491,1992 6 с
10 Коновал Д.Г., Митрофанов В.Г.. Схиртладзе А.Г. Иерархическая экспертная система проектирования автоматизированных станочных систем М МГЦНТИ, 1992 Вып № 492 6 с
11 Куранов А.Р., Султан-заде Н.М., Схиртладзе А.Г. Имитационное моделирование потоков заказов и отказов в ГПС М МГЦНТИ, 1988 Вып № 357 4 с
12 Лебедевский М.С., Вейц В.Л.. Федотов А.И. Научные основы автоматической сборки М Машиностроение, 1985 315 с
13 Новоков В.Ю., Схиртладзе А.Г. Технология станкостроения М Машиностроение, 1990 256 с
14 Сборка и монтаж изделий машиностроения Справочник / П П Алексеенко. МЛ Гельфанд, Б Г Гольштейн и др М Машиностроение. 1983 480 с
15 Соломенцев Ю.М., Сосонкин В.Л. Управление гибкими производственными системами М Машиностроение, 1988 352 о
16 Султан-заде Н.М. Надежность и производительность автоматических станочных систем М ВЗМИ. 1982 79 с
17 Султан-заде Н.М.. Схиртладзе А.Г. Определение производительности роботизированных участков М МГЦНТИ, 1992 Вып № 484 4 с
18 Султан-заде Н.М., Схиртладзе А.Г. Определение производительности и надежности роботизированных участков М МГЦН'ГИ, 1992 Вып № 331 б с
19 Схиртладзе А.Г. Определение сложности проектирования автоматизированных станочных систем М МГЦНТИ, 1992 Вып № 536 6 с
20 Схиртладзе А.Г. Определение оптимального варианта ГПС М МГЦНТИ, 1992 Вып № 250 6 с
21 Схиртладзе А.Г. Работа оператора на станках с программным управлением М Высшая школа, 1987 175 с
22 Схиртладзе А.Г., Новиков В.Ю., Соколов В.И. Технологические основы обработки деталей станков Киев Высшая школа, 1991 327 с
23 Схиртладзе А.Г., Соколов В.И., Фадеев В.А. Металлорежущие станки с программным управлением и подготовка программ Харьков Высшая школа, 1992 252 с
24 Тимирязев В.А., Схиртладзе А.Г. Метод определения погрешности установки спутников в ГПС М МГЦНТИ, 1990 Вып № 125 4 с
Оглавление
Предисловие 3
Глава I Автоматический производственный процесс в машиностроении (ЕР Ковальчук) 5
1 1 Основные определения и задачи автоматизации
производства 5
1 2 Основные характеристики производственного
процесса 9
3 Размерные, временные и информационные
связи в интегрированном производстве 12
Глава. 2 Основы проектирования и реализации размерных связей автоматических производственных
процессов (h Р Ковальчук) 17
1 Требования к качеству изделий,
обеспечиваемому сборкой 17
2 2 Особенности выбора и реализации методов достижения точности при автоматической
сборке 23
2 3 Авючашческая сборка X 29
2 4 Способы и средства транспортирования, автоматической подачи и ориентирования
заготовок и деталей 32
2 5 Требования к конструкции изделий,
предназначенных для автоматической сборки 46
2 6 Последовательность размерного анализа сборки 51
2 7 Размерные связи процесса изготовления
деталей 57
2 8 Анализ установочных размерных связей
при изготовлении деталей 59
2 9 Операционные размерные связи в
автоматизированном производстве 70
2 10 Межоперационные размерные связи 88
11 Размерные связи при изготовлении
дегатей на спутниках в ГГ1С 95
Глава 3 Основы проектирования временных связей автоматизированных производственных
процессов (ИМ Султан-заде) 112
1 Цель и задачи построения временных
связей процесса 112
3 2 Виды взаимодействии процессов во времени 118
3 3 Нестабильность затрат времени на
выполнение процессов 124
3 4 Надежность процессов и оборудования 127
3 5 Организация производственных процессов во времени 147
Глава 4. Основы проектирования и обеспечения информационных связей автоматических производственных процессов (В Г Митрофанов,
ЮМ Союменцев) 159
4 1 Потоки информации в автоматическом производственном процессе Основные
требования к информации 159
4 2 Возможности использования ЭВМ для информационного обеспечения
автоматизированного производственного процесса 172
4 3 Информационное обеспечение сборочного производства
Уровни \ правления 183
4 4 Автоматический контроль размеров деталей 191
4 5 Автоматическое диагностирование режущего
инстр% мента 197
4 6 Автоматическое диагностирование оборудования 199
4 7 Идентификация объектов в ГПС 200
8 Методы подготовки, доставки к оборудованию
и отладки управляющих программ 201
Глава 5 Проектирование автоматизированных и
автоматических производственных процессов
(AI Схирпиадзе, М Г Косов) 212
1 Определение стр\ кгл'ры и основных характеристик
производственного процесса 212
5 2 Усювия применения автоматической сборки 215
5 3 Последовательность проектирования технологического
процесса автоматической сборки 221
5 4 Технико-экономическая оценка вариантов
техно мгического процесса автоматической сборки 230
5 5 Типовые и гр\пповые технологические
процессы сборки 232
5 6 Испочьзование ЭВМ при проектировании
технологического процесса автоматической сборки 234
5 7 Поспедоватепьность проектирования автоматического
сборочного оборудования 235
5 8 Определение надежности работы автоматического
сборочного оборудования 236
5 9 Выбор типа и компоновки автоматического
сборочного оборудования 237
5 10 Гибкие производственные системы сборки 251
5 11 Экономическая оффективность автоматической сборки 261
5 12 Проектирование автоматизированных процессов
изготовления деталей 262
5 13 Последовательность проектирования ГПС
механической обработки 278
5 14 Выбор вида, компоновки и числа
автоматизированных станочных систем 295
Список литературы 309
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1594; Нарушение авторских прав?; Мы поможем в написании вашей работы!