КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекции 2 - 5. Тема «Основные принципы наладки токарных станков»
|
|
|
|
1. Подготовка к работе станка в соответствии с инструкцией.
2. Проверка соответствия токарных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой.
3. Настройка режимов резания.
4. Установка и закрепление режущего инструмента.
5. Установка и закрепление заготовки в зажимном приспособлении.
6. Основные принципы наладки станков с ЧПУ.
Подготовка к работе станка в соответствии с инструкцией. Прежде чем приступить к наладке токарного станка, необходимо осуществить его подготовку к работе в соответствии с инструкцией. Перед началом работы рабочий должен убедиться в том, что станок выполняет все команды и перемещения салазок суппорта (вручную и автоматически) осуществляются плавно, без скачков, рывков и заеданий. Вначале нужно проверить надежность крепления патрона на шпинделе станка, затем на холостом ходу проверить выполнение станком команд по пуску и остановке электродвигателя, включению и выключению вращения шпинделя, включению и выключению механических подач суппорта.
Убедившись в исправности станка, приступают к его наладке.
Наладку рассмотрим на примере наиболее универсального станка токарной группы — токарно-винторезного с ручным управлением.
Проверка соответствия токарных станков требованиям технологической документации, устранение нарушений, связанных с их настройкой. До выполнения работ по наладке необходимо подготовить станок и осуществить его первоначальный пуск.
Этот этап на заводе-изготовителе начинается после сборки оборудования, а на заводе-потребителе — по окончании монтажа, т. е. установки станков на фундаменте и подключения необходимых коммуникаций (смазочно-охлаждающей жидкости, сжатого воздуха и пр.).
Подготовка станка и его первоначальный пуск включает в себя следующие работы:
1. детальное изучение паспорта и руководства по обслуживанию станка, особенностей его конструкции и работы, принципа действия органов управления и системы блокировок, назначения всех кнопок и сигнальных лампочек, рекомендаций по наладке оборудования, а также общих и специальных правил техники безопасности, относящихся к данному типу станка;
2. подготовку рабочего места около обслуживаемого оборудования: рациональное расположение инвентаря (стола, шкафа для инструмента и оснастки и пр.), инструмента и принадлежностей;
3. удаление (при необходимости) со станка антикоррозийного покрытия и проведение смазочных работ в соответствии с инструкцией;
4. подготовку к пуску системы электрооборудования с выполнением всех правил техники безопасности;
5. проверку наличия смазочного материала и, при необходимости, настройку предохранительного клапана;
6. подготовку к пуску гидропривода и проверку направления вращения электродвигателей гидростанций, состояния фильтров и заполнения маслом трубопроводов с удалением из гидросистемы воздуха и настройкой клапанов;
7. проверку подачи сжатого воздуха и смазочно-охлаждающей жидкости;
8. визуальную проверку состояния направляющих станин, столов, суппортов и других узлов на отсутствие забоин, ржавчины и других дефектов;
9. доставку комплекта режущего, измерительного и вспомогательного инструментов по номенклатуре, указанной в технологической операционной карте, и в необходимом количестве;
10. получение необходимого числа заготовок с отбраковкой негодных.
После устранения всех выявленных недостатков производят первоначальный пуск оборудования на холостом ходу (должно работать в течение 2...4 ч).
В процессе пуска проверяют поступление масла в достаточном количестве во все предусмотренные точки. Смазывание осуществляется согласно карте, приведенной в руководстве по обслуживанию станка.
Проверяют отсутствие утечек масла в местах присоединений трубопроводов, стыков гидропанелей, крышек и в других местах.
Устанавливают соответствие давления масла в гидросистемах и воздуха в пневмосистемах заданным значениям. Контролируют срабатывание кнопок «Пуск» и «Стоп», сигнальных лампочек и блокировок отдельных узлов оборудования. Проверяют плавность перемещения (отсутствие рывков и заклинивания) стола, суппортов и других движущихся узлов, а также отсутствие заеданий и повышенного шума при работе зубчатых, червячных, цепных и других передач.
По окончании испытания оборудования на холостом ходу и устранения выявленных недостатков проводится наладка. Она включает в себя установку по операционной карте наладки заданных значений частоты вращения шпинделя и скорости подачи при перемещениях подвижных узлов станка (суппортов, столов и т.п.). С этой целью настраивают коробки скоростей и подач. Производят расстановку (или, при необходимости, проверку правильности расположения) электрических, гидравлических и пневматических упоров и преобразователей управления работой узлов, установку зажимных патронов и выверку правильности расположения режущего инструмента (настройки на размер) согласно операционному чертежу.
В процессе наладки и эксплуатации металлорежущих станков периодически осуществляют проверку их геометрической точности (например, биение шпинделя) на соответствие нормам, указанным в паспорте оборудования.
В процессе текущей наладки станка (подналадки) выполняют только ряд переходов, указанных выше (начиная с четвертого, кроме седьмого и восьмого). Время пуска оборудования в начале каждой смены должно составлять не более 0,5 ч.
Настройка режимов резания. Настройка режимов резания состоит в кинематической подготовке станка к обработке заготовки в соответствии с выбранным или заданным режимом резания. Для этого настраивают кинематические цепи станка, устанавливая в должные положения органы управления скоростями главного движения и подачи. Нередко предварительно рассчитывают необходимые передаточные отношения настраиваемых цепей, затем устанавливают эти отношения с помощью рукояток коробки скоростей и коробки подач, переключением частоты вращения регулируемого электродвигателя, установкой соответствующих зубчатых колес, сменных кулачков, копиров и т.д.
Настройка скоростной цепи современных токарно-винторезных станков не требует каких-либо расчетов и состоит в переключении рукояток коробки скоростей в положения, соответствующие заданной частоте вращения шпинделя. Для сокращения времени переключения на станках имеются таблицы, указывающие, какое положение рукояток соответствует определенному значению частоты вращения. При бесступенчатом регулировании частота вращения шпинделя указывается стрелочным прибором.
Движение подачи при токарной обработке сообщается ходовым валиком каретке суппорта или его поперечным салазкам. Требуемую подачу на один оборот шпинделя устанавливают переключением рукояток без каких-либо расчетов. Значения возможных подач для облегчения процесса переключения предварительно вычислены и оформлены в виде таблиц, приведенных в паспорте станка.
При нарезании резьб используют оба органа настройки — коробку подач и гитару сменных колес, которую перестраивают только при изменении вида нарезаемых резьб. Необходимые для этого сменные колеса поставляются со станком. Переключение блоков зубчатых колес в коробке подач и смена шестерен гитары обеспечивают настройку станка на нарезание большинства стандартных резьб. Перечень стандартных резьб приведен в паспортах соответствующих моделей токарных станков.
Винторезная цепь токарно-винторезного станка схематически изображена на рис. 9.1. В отдельных моделях станков в цепи подач могут быть также передачи с постоянным общим передаточным числом (на рис. не показаны).
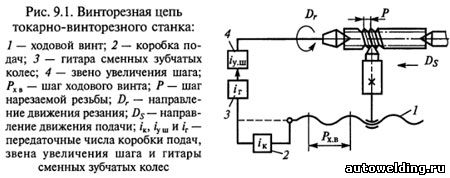
Органы настройки винторезной цепи рассчитывают и настраивают таким образом, чтобы продольное перемещение суппорта на один оборот шпинделя в точности соответствовало шагу (При нарезании многозаходных резьб цепь настраивается на ход резьбы, который равен произведению шага резьбы на число ее заходов) Р нарезаемой резьбы.
Общее передаточное число указанной винторезной цепи
i'=i'ri'ki'у.ш,
где i'r,i'k и i'у.ш — передаточные числа соответственно гитары сменных зубчатых колес, коробки подач и звена увеличения шага.
В конкретном примере уравнение кинематического баланса винторезной цепи запишется так:
1 об. шп. х i'Pх.в = Р.
Для настройки станка используют следующую зависимость:
i' = Р/Рх.в
Шаг нарезаемой резьбы Р и шаг ходового винта со значением Рх.в должны быть указаны в одинаковых единицах измерения.
Установка и закрепление режущего инструмента. Установку и закрепление режущего инструмента на станках производят с помощью разнообразных устройств (державок, оправок, резцовых блоков), которые относятся к вспомогательному инструменту и в большинстве случаев являются нормализованными.
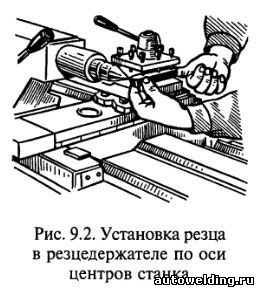
Следующим элементом наладки является выбор и установка резца в резцедержателе по высоте оси центров станка (рис. 9.2). Для этого резцедержатель подводят к центру задней бабки, вершину головки резца устанавливают так, чтобы вылет резца не превышал 1...1,5 высоты его державки, определяют взаимное положение вершины головки резца и центра станка и совмещают их по высоте введением подкладок под державку резца. Подкладки должны иметь параллельные и хорошо обработанные поверхности, не должны по длине и ширине выходить за пределы опорной поверхности резцедержателя. Число подкладок должно быть не более двух.
Зажимные приспособления. В зависимости от того, как должна устанавливаться и закрепляться заготовка на станке — в центрах, в патроне и т. д., — выбирают приспособления.
Например, при установке на шпиндель станка трехкулачкового самоцентрирующего патрона сначала протирают обтирочным материалом, слегка смоченным в керосине, резьбу или конический конец и коническое отверстие шпинделя. Затем прочищают внутреннюю резьбу или коническое отверстие переходного фланца патрона. В коническое отверстие шпинделя резким движением вставляют направляющую оправку (рис. 9.3, а); берут патрон двумя руками (рис. 9.3, б) и осторожно надевают его на направляющую оправку. Далее, перемещая патрон влево и вращая его, совмещают первые нитки резьбы шпинделя и патрона.
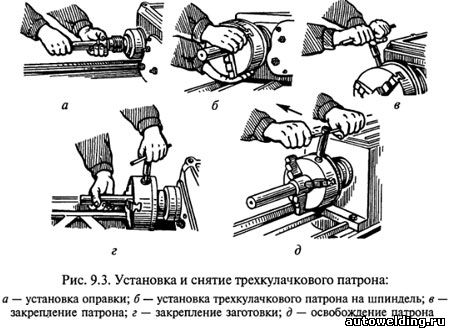
Затем, поддерживая патрон левой рукой снизу и одновременно вращая его правой рукой, доворачивают патрон до отказа. Ключом, вставленным в одно из квадратных отверстий патрона, слегка отводят его на себя и резко (с усилием) поворачивают от себя до отказа (рис. 9.3, в). Во избежание самоотвинчивания патрона зубья стопорных сухарей вставляют в пазы шпинделя и прочно крепят их винтами; удаляют направляющую оправку, выталкивая ее (легким ударом) латунным прутком через отверстие в шпинделе.
Для установки заготовки в трехкулачковый самоцентрирующий патрон левой рукой разводят кулачки патрона ключом (рис. 9.3, г) настолько, чтобы между кулачками прошла заготовка; правой рукой вводят заготовку между кулачками и сначала зажимают левой рукой, а затем, вращая ключ двумя руками, окончательно закрепляют заготовку в патроне.
Если обработку производят в центрах, то для снятия патрона (рис. 9.3, д) вначале разводят кулачки патрона и в отверстии шпинделя закрепляют оправку; затем снимают стопорные сухари и, вставив ключ в гнездо патрона, резко поворачивают патрон на себя, а потом, поддерживая патрон левой рукой и перехватывая правой, осторожно свинчивают патрон на оправку и снимают со станка.

После удаления оправки тщательно протирают коническое отверстие шпинделя и конический хвостовик центра. Затем правой рукой вводят центр (хвостовиком) в отверстие шпинделя и резким движением вставляют его до отказа (рис. 9.4, а). Включают вращение шпинделя и проверяют центр на радиальное биение. Если центр вращается с биением, то его выбивают латунным прутком и снова вставляют в отверстие шпинделя, повернув на 30...45° вокруг оси. Затем левой рукой вставляют центр в пиноль задней бабки. Для проверки соосности центров заднюю бабку подводят влево так, чтобы расстояние между вершинами центров было не более 0,5 мм; закрепляют пиноль и проверяют (на глаз) совпадение вершин в горизонтальной плоскости. Если вершины центров не совпадают, то добиваются их соосности смещением задней бабки. После этого производят установку поводкового патрона (рис. 9.4, б), используя те же приемы, что и при установке трехкулачкового патрона.
Установка и закрепление заготовки в зажимном приспособлении. Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При L/D<4 (где L - длина обрабатываемой заготовки, D - ее диаметр) заготовки закрепляют в патроне, при L/D>4 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом. Самой распространенной является установка обрабатываемой заготовки в центрах станка. Заготовку обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки на станке, если последующая обработка выполняется на шлифовальном станке и тоже в центрах и если это предусмотрено технологией обработки.
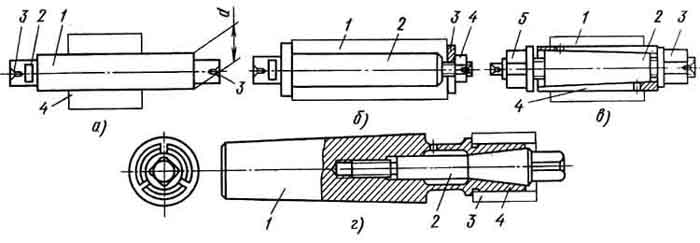
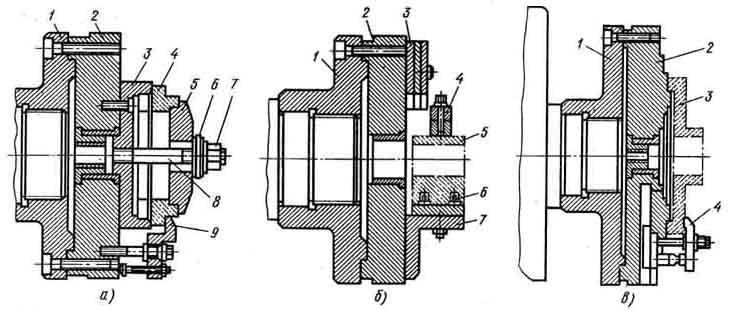
Заготовки устанавливают в центрах с помощью токарных оправок. На среднюю часть 1 оправки, рисунок — а) выше, выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 4. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой таким образом, чтобы не повредить торцы оправки и центровые отверстия 3. Лыска 2 оправки служит опорой для болта, которым закрепляют хомутик. Положение заготовок вдоль оси при базировании на таких оправках неодинаково и зависит от диаметра отверстия заготовки.
Заготовку 1, рисунок — б) выше, можно установить на цилиндрической оправке 2 и закрепить на ней с помощью гайки 4 и быстросменной шайбы 3. Наружный диаметр гайки 4 меньше внутреннего диаметра оправки, что позволяет значительно сократить время на смену заготовки.
При использовании таких оправок точность обработки снижается, так как заготовка устанавливается на оправку с зазором. Когда внутренние отверстия заготовок имеют значительные отклонения по диаметру, применяют разжимные (цанговые) оправки, рисунок — в). Цанга 4 представляет собой втулку, внутренняя поверхность которой выполнена конической, а наружная, предназначенная для базирования заготовки 7,- цилиндрической. Цангу 4 с деталью 1 перемещают и закрепляют на оправке 2 с помощью гайки 3, а освобождают с помощью гайки 5, предварительно ослабив гайку 3. Для обеспечения пружинящего свойства цанги 4 ее изготовляют с продольными прорезями. Шпиндельную оправку, рисунок — г), конусной поверхностью 1 устанавливают в шпиндель станка. Заготовку 3 устанавливают на цилиндрическую поверхность 4, в которой выполнены продольные прорези. Натяг между цилиндрической частью оправки и заготовкой создают с помощью винта 2.
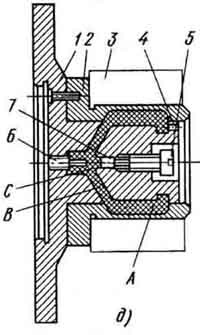
На рисунке — д), показана оправка с упругой оболочкой. Корпус 1 оправки крепится к фланцу шпинделя станка. На корпусе 1 закреплена втулка 2, канавки которой вместе с канавками корпуса образуют полости А, В и С, заполняемые гидропластом. При вращении винта 5 плунжер 7 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 2 под давлением гидропласта деформируется, увеличивая наружный диаметр втулки и создавая натяг при закреплении заготовки 3. Упор 6 ограничивает перемещение плунжера 7, а пробка 4 закрывает отверстие, через которое выходит воздух при заполнении оправки гидропластом.
При установке длинных заготовок в качестве второй опоры используют задний центр (рисунок слева). Предварительно закрепленную в патроне заготовку поджимают задним центром, а затем окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.

При установке заготовок, у которых длина выступающей из патрона части составляет 12-15 диаметров и более, в качестве дополнительной опоры используют люнеты (неподвижные и подвижные). Неподвижный люнет (рисунок ниже слева) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 люнета откидная, что позволяет снимать и устанавливать заготовку на кулачки или ролики 4, которые служат опорой для обрабатываемой заготовки и поджимаются к заготовке винтами 2. После установки винты 2 фиксируются болтами 3. В тех местах заготовки (обычно посередине), где устанавливаются ролики люнета, протачивают канавку. Подвижный люнет (рисунок ниже справа) крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки; третьей опорой является резец.
В тех случаях, когда заготовки не могут быть установлены и закреплены в патронах, применяют планшайбы (рисунок внизу). Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбе с помощью сменных наладок и прихватов. На рисунке — а) показано закрепление заготовки 4 типа кольца, которую устанавливают на опорную втулку 3 и при обработке наружной поверхности закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7, а при обработке внутренних поверхностей — прихватами 9. На рисунке — б) показано закрепление заготовки 5 типа кронштейна, которую устанавливают на угольнике 7 по центрирующим пальцам 6 и закрепляют откидным зажимом 4. Возникающий при этом дисбаланс устраняют противовесом 3. На рисунке — в) показано закрепление заготовки 3 (типа колец, крышек, фланцев и т. п.), которые крепят к планшайбе 2 прихватами 4.
Основные принципы наладки станков с ЧПУ. Наладка токарных станков с ЧПУ осуществляется наладчиком с более высокой квалификацией, чем у оператора.
Проверка функционирования станка осуществляется в определенной последовательности:
1. Включение питания устройства ЧПУ, далее (УЧПУ). Задается вращение шпинделя со средней частотой вращения при этом в течении до 30 минут станок прогревается, что необходимо для тепловой стабилизации станка и УЧПУ.
2. Наладка режущего инструмента. Согласно карте, подбирается оснастка для крепления заготовки и происходит проверка состояния инструментов. Установка инструмента в револьверную головку суппорта, указанные в карте наладки.
3. Настройка нулевого или исходного положения суппорта. Ввод управляющей программы, (далее УП) с пульта УЧПУ (с бланка, кассеты внешней памяти или компьютера).
4. Проверка УП в покадровом режиме, а затем в автоматическом. Необходимо следить за правильностью ее движения.
5. Закрепление заготовки в соответствии с картой наладки и выполнение размерной настройки инструмента.
6. Произвести обработку по УП.
7. Снять размеры с обработанной детали и ввести необходимую корректировку с пульта управления УЧПУ.
При обработке первой детали необходимо наблюдать за процессом резания, следя за качеством обрабатываемой поверхности. При необходимости возможна коррекция режимов резания с пульта управления УЧПУ.
Измерение длин и диаметров производится вне станка. Дополнительную поднастройку производят по необходимости после контрольных измерений обработанных поверхностей. Часто вводят коррекцию на радиус в режиме круговой интерполяции, например: при обработке криволинейных наружных контуров, отверстий.
Расстановку инструментов в гнезда магазина, револьверной головке суппорта выполняют в соответствии с программной картой. При этом необходимо сверить номер инструмента или оправки с номером гнезда магазина, а на станках, где кодируется номер инструмента, установить соответствующую кодовую комбинацию на хвостовике оправки. Необходимо проверить заточку режущего инструмента, крепление сверлильных патронов на конусе оправки и сверл в патроне, настройку резьбонарезных патронов и закрепление метчика в переходной втулке, крепление насадных зенкеров и разверток на плавающих оправках, выверить биение сверл и метчиков при установке в патрон.
Если прибор для настройки инструмента вне станка отсутствует, длину инструмента определяют на станке, измеряют длину инструмента от торца шпинделя до вершины режущей кромки или определяют отклонение действительной длины инструмента от запрограммированной.
Необходимо проверить состояние защитных элементов станка, работу насоса и СОЖ в системе охлаждения.
Комплексная проверка качества наладки осуществляется по годной детали в измерительной лаборатории.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 13233; Нарушение авторских прав?; Мы поможем в написании вашей работы!