КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Наладка режущего инструмента.
|
|
|
|
Основные принципы наладки приспособлений для крепления заготовок.
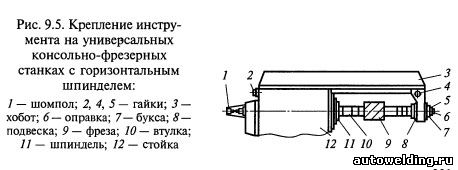
Цилиндрические и дисковые фрезы закрепляют на оправке, конический хвостовик которой затягивают в конусе шпинделя шомполом. Фрезерные оправки могут быть длинными (см. рис. 5.7) или короткими (концевыми). Свободный конец длинной оправки поддерживается кронштейном хобота в универсальных консольно-фрезерных станках с горизонтальным шпинделем.

Установку фрезы 9 (рис. 9.5) на длинной оправке 6 горизонтального шпинделя 11 производят с помощью промежуточных втулок 10, расположив фрезу как можно ближе к торцу буксы 7 подвески 8. Во избежание вибрации следует обратить особое внимание на надежное закрепление фрезы 9 на оправке 6 непосредственно или через шомпол 1 гайкой 5, а также подвески 8 на хоботе 3 с помощью гайки 4 и хобота 3 на стойке 12 гайкой 2.
Вспомогательный инструмент и наладка приспособлений для крепления заготовок.
При закреплении заготовки на станке должны быть соблюдены следующие правила: не должно нарушаться положение, достигнутое при ее установке; закрепление должно быть таким, чтобы положение заготовки оставалось неизменным; возникающие при закреплении деформации заготовки и смятие ее поверхностей должны находиться в допустимых пределах.
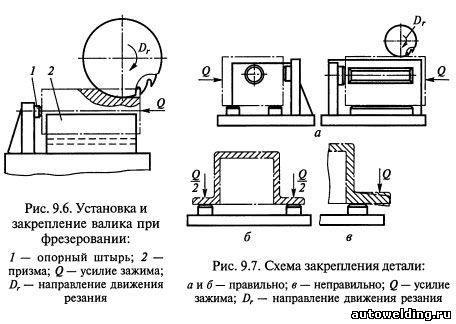
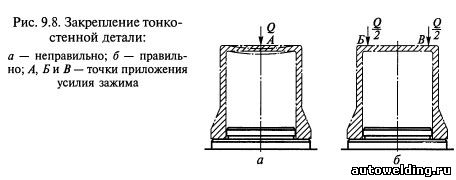
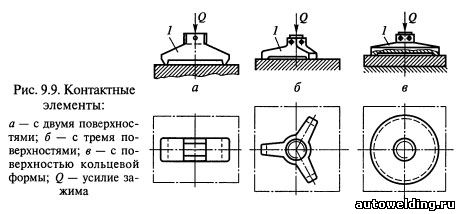
Выполнение указанных правил достигается рациональным выбором схемы закрепления и величины зажимного усилия. При выборе схемы закрепления детали необходимо пользоваться следующими соображениями. Для уменьшения усилия зажима заготовку необходимо установить так, чтобы сила резания была направлена на установочные элементы приспособлений (опорный штырь, палец и др.), расположенные на линии действия этой силы или вблизи нее (рис. 9.6). Для устранения возможного сдвига детали при закреплении усилие зажима Q следует направлять перпендикулярно к поверхности установочного элемента. В целях устранения деформации детали при закреплении необходимо, чтобы линия действия усилия зажима пересекала установочную поверхность установочных элементов (рис. 9.7). При закреплении тонкостенных деталей коробчатой формы для уменьшения прогиба стенки вместо усилия зажима Q (рис. 9.8, а), действующего посредине детали, следует приложить два усилия Q/2 в точках Б и В (рис. 9.8, б). Для уменьшения смятия поверхностей при закреплении заготовок необходимо применять в зажимных устройствах такие контактные элементы 1, которые позволяют распределить усилие зажима между двумя (рис. 9.9, а), тремя (рис. 9.9, б) точками или рассредоточить по кольцевой поверхности (рис. 9.9, в).
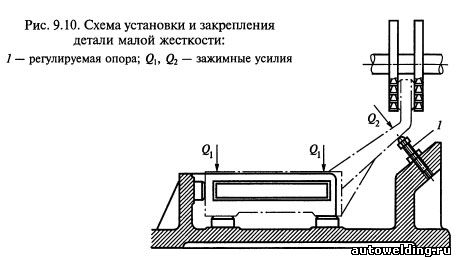
На рис. 9.10 приведена схема установки и закрепления заготовки, на которой регулируемая опора 1 и зажимное усилие Q2 приближены к обрабатываемой поверхности для повышения ее жесткости.
При работе на фрезерных станках высокие требования предъявляют к зажимному инструменту и к резьбовым соединениям, что определяет их долговечность и безопасность работы.
Отвертки применяют для закрепления и отвинчивания винтов, имеющих прорезь (шлиц). Основное требование, предъявляемое к отверткам, заключается в том, что лезвие (лопатка) отвертки должны иметь параллельные грани, чтобы оно свободно входило на всю глубину шлица винта с небольшим зазором.
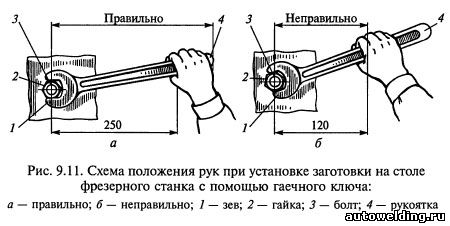
Гаечные ключи являются необходимым инструментом для фрезерных работ при закреплении болтами и гайками приспособлений или заготовок на столе станка. Головки ключей стандартизованы и имеют определенный размер, который указан на рукоятке ключа. Размеры зева (захвата) делают с таким расчетом, чтобы зазор между гранями гайки или головки болта и гранями зева был в пределах 0,1...0,3 мм. При большем зазоре ключ может сорваться с гайки или головки болта и травмировать руки рабочего. Гаечные ключи бывают простые (одноразмерные), универсальные (раздвижные) и специального назначения.
Простыми ключами при наладке станка можно завинчивать гайки одного размера и одной формы (рис. 9.11). Если правая рука захватывает рукоятку гаечного ключа 4 на расстоянии 250 мм от зева 1 ключа и нажимает на нее примерно с усилием 1...2 кгс, то усилие зажима гайки 2 и болта 3 будет равно примерно 400... 750 кгс. Поэтому, чем больше диаметр резьбы и длиннее рукоятка ключа, тем больше усилие зажима.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 3539; Нарушение авторских прав?; Мы поможем в написании вашей работы!