КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методи отримання волокон та вусів 1 страница
|
|
|
|
Серед виробів, які виготовляються методами порошкової металургії, особливе місце посідають композиційні порошкові матеріали. Вони складаються з двох або більше компонентів, які відрізняються за хімічним складом. У структурі композиційних матеріалів такі компоненти (складові) розділені видимою межею. Властивості композиційних матеріалів значною мірою відрізняються від властивостей їх складових і залежать від них. Їх особливість полягає в тому, що вони однорідні в макромасштабі і неоднорідні в мікромасштабі. Здебільшого вони мають наперед задані склад, властивості та розподіл складових у їх об’ємі.
Загальні відомості
Отримання волокон та вусів
Застосування композиційних матеріалів для виготовлення відповідальних деталей машин та механізмів дозволяє значно знизити їх матеріаломісткість, підвищити міцнісні та експлуатаційні характеристики. Це зумовлено тим, що композиційні матеріали мають високі міцність, жорсткість, підвищену опірність до втомного руйнування, малу чутливість до концентраторів напруг. Крім того, композиційні матеріали мають високі зносостійкість та ряд інших властивостей, які роблять їх ефективними в застосуванні в різних галузях техніки, особливо спеціального призначення. Тому до них разом із загальними вимогами ставляться ряд спеціальних:
1) високі міцнісні властивості за відносно низької густини;
2) висока пластичність за малого відносного подовження під час розтягування;
3) підвищена опірність динамічним і термічним навантаженням;
4) можливість регулювання властивостей в широких межах зміною їх структури.
Застосування таких композиційних матеріалів, що відповідають цим вимогам, для виготовлення відповідальних деталей машин і механізмів дозволяє значно понизити їх матеріаломісткість, підвищити міцність і експлуатаційні характеристики.
Зазвичай композиційні матеріали складаються з безперервної матриці і дискретного, рівномірно розподіленого в об'ємі композиції компонента, який називається армувальним, або зміцнювачем.
Композиційні матеріали класифікують за структурою матеріалу матриці, типом армувальних компонентів та їх орієнтації. За структурою їх класифікують на такі: 1) волоконні та шаруваті; 2) дисперснозміцнені;
3) евтектичні.
Волоконні композиційні матеріали. Ці матеріали складаються з матриці, у якій рівномірно розподілені одновимірні компоненти у формі волокон, ниткоподібних кристалів, «вусів» тощо.
Міцнісні властивості таких композиційних матеріалів залежать від властивостей матриці і волокон, а також від їх кількісного співвідношення. За рівномірного розподілу волокон у матриці, їх однорідності, орієнтації в одному напрямі та неможливісті проковзування між волокнами і матрицею осьове навантаження, прикладене до матеріалу, пов’язане з напруженням співвідношенням
 ,
,
де F — площа поперечного перетину зразка.
Якщо поверхня руйнування плоска, то руйнівне навантаження Р maxпов'язане з осьовою напругою руйнування  такою самою залежністю.
такою самою залежністю.
Міцність композиційного матеріалу під час розтягування можна визначити так:
 .
.
Оскільки поверхня руйнувань проходить через обидва компоненти, то
 ,
,
де F ві F м— відповідно площа поперечного перетину волокна і матриці.
Під час руйнування композиційного матеріалу напруження на волокнах приблизно дорівнюють середній міцності волокон у композиції  , а напруження в матриці – середньому напруженні течії в момент руйнування волокон
, а напруження в матриці – середньому напруженні течії в момент руйнування волокон  . Тому останній вираз можна записати так:
. Тому останній вираз можна записати так:
Якщо в будь-якому поперечному перетині матеріалу відносна площа волокон і матриці однакова, то це рівняння набуде вигляду
 ,
,
де  і
і  — відповідно об’ємні частки волокна і матриці.
— відповідно об’ємні частки волокна і матриці.
Це рівняння називають правилом суміші або адитивності і воно справедливе для тих випадків, коли розкид значень міцності волокон має вузький інтервал. Такій умові відповідають металеві дроти. У разі використання крихких волокон — «вусів», яким властива велика дисперсія механічних властивостей, недостатньо використовувати тільки середнє значення міцності, слід враховувати її дисперсію.
Об’єм волокон V в, що вводяться в матрицю, має певні обмеження. За великих об’ємів волокон спостерігається відхилення від правила адитивності, оскільки не вдається здійснити їх рівномірне укладання в місцях зіткнення декількох волокон утвореної тріщини, що стають магістральними. Останнє знижує міцність композиційного матеріалу. Якщо об’ємна частка волокон мала, на них різко зростають напруження, що спричиняється їх дробленням. У разі, коли деформаційне зміцнення матриці заповнює втрату міцності волокон, що руйнувалися, міцність композиції визначають властивостями матриці:

 .
.
де  – міцність матриці.
– міцність матриці.
Сумісним розв’язанням двох останніх рівнянь можна визначити мінімальну об'ємну частку волокон, вище якої справедливе рівняння адитивності:
 .
.
Із співвідношення випливає, що для матриць, які сильно зміцнюються, різниця ( ,
,  , менша, ніж без деформаційного зміцнення.
, менша, ніж без деформаційного зміцнення.
Основна мета армування — отримання композиції, міцність якої вища від міцності матриці:
 .
.
За співвідношенням можна обчислити критичну об’ємну частку волокон, яку необхідно збільшити, щоб одержати ефект зміцнення:
 .
.
Отже чим більша різниця між міцностями волокон і матриці, тим менша критична об'ємна частка волокон, яка може змінюватися в широких межах (від 1 до 50 %). Звідси також випливає, що властивості міцності волоконних композиційних матеріалів значною мірою залежать від властивостей матеріалу матриці і волокон, які, в свою чергу також залежать від матеріалу волокон і методу їх отримання.
Для отримання армованих волоконних композиційних матеріалів використовують:
1) дріт з вуглецевих і легованих сталей, вольфраму, молібдену, берилію, титану, ніобію та ін;
2) волокна бору, карбіду силіцію, борсика, а також органічні, вуглецеві, скляні й керамічні волокна;
3) ниткоподібні кристали.
Широко застосовують як зміцнювачі металевий дріт, що має добру технологічність, відносно низьку вартість, високі міцність і пластичність. При цьому необхідні властивості використовуваного дроту на основі заліза легко досягають звичними методами термообробки.
Властивості дроту з вуглецевих сталей залежать від умісту вуглецю і виду термообробки. Високі міцнісні властивості має дріт, підданий термообробці — патентуванню, яке проводять перед волочінням. Вона полягає в нагріванні заготівки до 860...940 °С, витримці і ступінчастому охолоджуванні в соляних ваннах за температури 410...550 °С, а потім – на повітрі чи у воді. Унаслідок отримують структуру матеріалу у вигляді тонкопластинчастого перлиту, який після холодного волочіння деформується і зміцнюється. Такою обробкою досягається гранична міцність дроту 2800...3000 МПа.
Підвищують міцність вуглецевих сталей методом електротермічної обробки, яка полягає в швидкому нагріванні (400 °С/с) до аустенітного стану, деформацією в спеціальних пристроях (рівчакових калібрах), охолоджуванні на повітрі і холодному волочінні. Швидке нагрівання зумовлює неоднорідність структури за вуглецем. Тому в разі деформації і охолодження пластини цементиту напрямлено виділяються в основі фериту. Холодне волочіння орієнтує їх уздовж осі дроту. Таким чином, отримують матеріал з феритною основою, армованою пластинами цементиту, що забезпечує 20...30 % приросту міцності сталі У8А. Недолік вуглецевих дротів — відносно низькі робочі температури (до 250 °С).
Дріт з неіржавійних сталей також одержують волочінням заготівок за підвищених температур. Перевага цих дротів – поєднання високих міцнісних властивостей з високими пластичністю і корозійною стійкістю. Крім того, залежно від умісту легувальних елементів і виду обробки можна одержувати дріт з різними структурами (аустенітною, аустенітно-мартенситною і мартенситною), а отже, і в широких межах регулювати його міцність та пластичність. Сталями аустенітного класу є сталі Х18Н9Т, Х18Н10Т, аустенітно-мартенситного — 2Х15Н5АМЗ і мартенситного — 3X13, 4X13.
Високу міцність мають дроти з мартенситно-старіючих сталей. Особливістю цих сталей є висока пластичність у холодному стані в разі гартування їх від температур аустенізації. Обробка холодом аустенітну структуру перетворює в мартенситну, що супроводжується підвищенням твердості та міцності. Завершальний етап у технологічному процесі — старіння, яке проводять нагріванням до температури 450—500 °С протягом 4—6 год. Інтерметалеві сполуки, що виділяються у процесі старіння, сприяють підвищенню міцності сталі. Здатність мартенситно-старіючих сталей зміцнюватися під час нагрівання дозволяє одержувати високоміцні композиційні матеріали. Це пов’язано з тим, що технологія виготовлення композиційних матеріалів передбачає нагрівання композицій до температур 300...600 °С. При цьому дріт з інших сталей стає менш міцним, а мартенситно-старіюча сталь підвищує міцність до 3500...4000 МПа. Дріт з вольфраму і молібдену характеризується високими міцнісними властивостями і модулем пружності, які зберігаються в умовах підвищених температур. Для підвищення тривалої міцності й повзучості за підвищених температур вольфрам і молібден легують кремнелуговими присадками, оксидом торію, ренієм і т. ін. За температури 1100 °С найвищу тривалу міцність має дріт вольфраморенієвого сплаву ВР-20, а за 1200 °С — вольфрам з домішками оксиду торію ВТ-15.
Для виготовлення композиційних матеріалів з низькою густиною застосовують дріт берилію. За густини 1,850 г/см3 вона має високу міцність і модуль пружності. Межа міцності на розтягування дроту берилію перетином 127 і 51 мкм становить відповідно 1336 і 1455 МПа, а межа текучості — 1055 і 130 МПа.
Дріт з титану, ніобію і біметалів у композиційних матеріалах застосовують обмежено через складність їх виготовлення традиційними методами.
Дріт, з якого потім отримують дискретні волокна, можна одержувати методами протягання й волочіння. Для отримання волокон одержаний таким чином дріт переробляють у джгути, які на спеціальних різальних машинах гільйотинного типу за допомогою спеціальних пристроїв (рис. 8.1) розрізають на шматки потрібної довжини. Жгути з дроту 1 за допомогою валків 3 та напрямних фільєр 2 подають у зону різання, де за допомогою рухомого повзуна (ножа) розрізають на шматки потрібної довжини, які регулюють швидкістю подачі джгута в зону різання.
Металеві волокна можна також отримувати у вигляді стружки завдовжки до 30 мм неправильної (близькою до трикутної) форми у перетині. Для цього можна використовувати метод шевінгування (шабрування) дроту або заготівок у вигляді брусків, листів, круглого прокату на спеціальних протяжних, фрезерних або токарних верстатах з використанням багатолезового інструменту, наприклад шестерень з евольвентним профілем зубів. Поверхня таких волокон (у вигляді «шерсті») шорстка із задирками, що надає їм перевагу над волокнами, які отримують з тягового дроту з гладкою поверхнею. Шорстка поверхня поліпшує зчеплення волокон з матеріалом матриці, попереджує сегрегацію під час приготування вихідної шихти та ін.
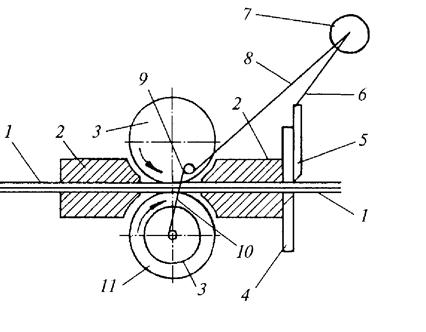
Рис. 8.1. Схема пристрою для різання дроту на мірні волокна:
1 – жгут з дроту; 2 – напрямні фільєри; 3 – тягові валики;
4 – нерухома частина гільйотини; 5 – ніж (повзун); 6 – шатун;
7 – шків вала редуктора (кривошип); 8 – 11 – механізм
шарнірно-храпової передачі руху від кривошипа ведучого валика
Волокна також можна виготовляти безпосередньо з розплавів з отриманням дроту або без.
Найбільш економні й продуктивні методи отримання волокон безперервної екструзії з розплавів. Схему установки для реалізації такого процесу показано на рис. 8.2.
Матеріал, з якого виготовляють волокно, у розплавленому стані подається через штуцер 1 в конічну посудину з нагрівальними елементами 2, сполучений з плавильним пристроєм. Під тиском газу, що подається через штуцер 9, розплав продавлюється через отвори сопел 3 в камеру 6, заповнену охолодженим повітрям або інертним газом. Газ подається через трубки 4 за допомогою регулювальних вентилів 5. Проходячи через камеру 6 волокно твердіє і потрапляє в бункер 8. Для забезпечення необхідної циркуляції охолоджувального газу є витяжна парасолька 7. Гази в охолоджувальний пристрій для їх повторного використання в камері 6 потрапляють через штуцери 10.
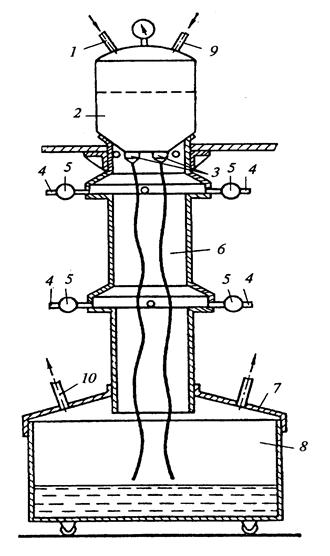
Рис. 8.2. Схема установки для екструзії безперервних металевих волокон з розплаву
Для отримання волокон заданої довжини можна використовувати установки (рис. 8.3), які працюють за принципом ежекції розплавленого металу. У такій установці розплавлений метал з плавильного пристрою 1 подають в ежектор 3, за допомогою якого витісняється безперервним струменем 5 через фільєру 4 і охолоджується потужним струменем газу (повітря, аргону, азоту та ін.) залежно від допустимого ступеня його взаємодії з розплавом металу. Довжину волокон регулюють властивостями розплаву (в’язкістю, поверхневим натягом), енергетичними параметрами газового струменя та швидкостями подачі розплаву металу за допомогою вентиля 2.
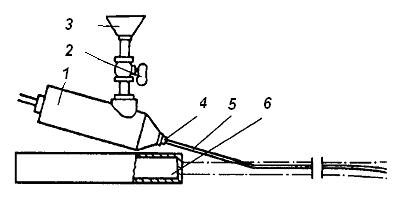
Рис. 8.3. Схема ежекційної установки для отримання металевих
волокон з розплавів: 1 – ежектор; 2 – вентиль для регулювання швидкості
подачі розплаву; 3 – плавильний пристрій; 4 – фільєра; 5 – струмінь
розплавленого металу; 6 – газове сопло
Для отримання волокон розплавів використовують установку (рис. 8.4), яка складається з циліндричної посудини із захисною футерівкою для розплавленого металу, через кришку якої проходять дві трубки діаметром 25 мм. Одна з трубок призначена для подачі газу, наприклад азоту, на поверхню розплавленого металу. Друга трубка має на кінці сопло з отворами, рівномірно розподіленими по концентричних колах. Її призначено для видавлювання (екструзії) металу. Розплавлений метал витісняється через отвори сопла тиском, створюваним над його поверхнею стисненим газом. На такій установці можна одержати волокна різних металів і сплавів: алюмінію, олова, свинцю, міді, бронзи, латуні і т. ін. Для отримання волокон алюмінію температура розплаву має становити 700...750 °С, олова – 400 °С. Оптимальний діаметр отворів у соплі для екструдування алюмінію дорівнює 60...80 мкм, тиск стисненого азоту на поверхню розплаву – не менше 0,6 МПа. Для видавлювання олова унаслідок його більшої густини тиск газу над розплавом має бути ще більшим.
Одержані розглянутим методом волокна мають хвилеподібну форму. Їх довжина становить від десятих часток до десятків міліметрів за діаметра 50...90 мкм. Такі волокна вирізняються нерівномірністю перетину по довжині, наявністю місцевих потовщень, що сприяє отриманню кращого зчеплення у подальшому їх використанні.
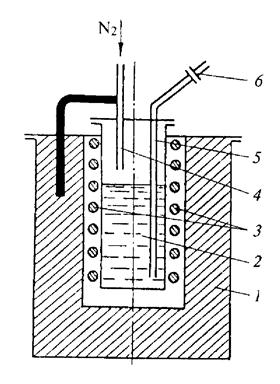
Рис. 8.4. Схема установки для отримання волокон з розплаву металу
методом видавлювання: 1 – ємкість з футерівкою; 2 – розплав металу;
3 – електричний нагрівник; 4 – трубка для подачі азоту; 5 – трубка
для видавлювання рідкого металу; 6 – сопло з отворами
У разі отримання волокон алюмінію під час екструзії на їх поверхні створюється оксидний шар, що треба брати до уваги під час їх використання. При цьому загальний вміст оксиду, який вноситься в композиційний матеріал з волокнами, значно менший, ніж з використанням порошків алюмінію. Це зумовлено тим, що поверхня волокон на 30% менша від поверхні порошків сферичної форми і такого ж діаметра.
Метод отримання волокон екструдуванням розплавів через отвори високопродуктивний: так за швидкості видавлювання 1 м/с з 28 отворів у соплі максимальна продуктивність установки становить 1000 кг/рік.
Для отримання дискретних волокон використовують установки
(рис. 8.5), принципом дії яких є центрифугування розплавів. Основний вузол установки – охолоджувальний диск-кристалізатор з полірованою внутрішньою поверхнею 6, який розміщений на основі 9 і обертається за допомогою електродвигуна 8. На його поверхню з плавильного пристрою 1 через кран 2 за допомогою ежекторної трубки 4 подається струмінь розплаву металу чи сплаву під тиском, який створюється механічно або гідравлічно. За рахунок відцентрових сил розплав диспергується з формуванням дискретних волокон діаметром 4...75 мкм. Довжину та діаметр волокон регулюють змінюванням властивостей розплавів, діаметра струменя розплаву та швидкості обертання диска- кристалізатора.
Волокна у вигляді луски можна отримувати методом швидкісного затвердіння розплавів. Сутність цього методу полягає у виділенні (екстракції) з розплаву обмежених об’ємів металу, що миттєво затвердівають на переривчастій кромці мідного диска, який швидко обертається, у контакті з поверхнею розплаву (рис. 8.6). Надаючи робочій кромці диска різної форми, можна отримувати з розплаву частинки волокна лускової форми, голчаті частинки і т. ін.
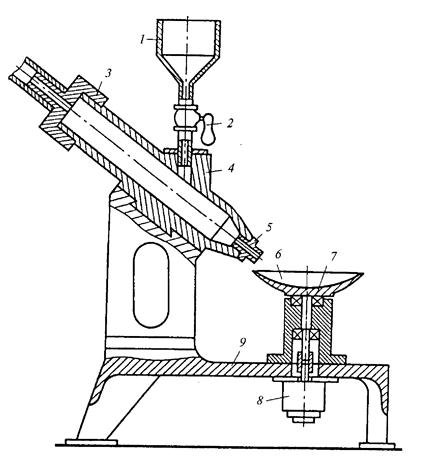
Рис. 8.5.Схема установки для отримання металевих волокон методом
центрифугування
Розрізняють три стадії процесу формування частинок:
1) затвердіння металу на кромці швидкообертового диска;
2) охолоджування шару металу, включаючи кристалізацію мікрооб’єму розплаву, захопленого поверхнею диску з ванни;
3) відокремлення частинки від кромки диска і її охолодження.
Швидкість охолодження на перших двох стадіях – 106... 108 °С/с, а на третій – до 103 °С/с. Товщина металу h, який захоплюється з розплаву (рис. 8.6), визначається глибиною затвердіння розплаву на кромці за час перебування її в розплаві h 1і товщиною примежового шару розплаву  , який захоплюється затверділим шаром:
, який захоплюється затверділим шаром:
 ,
,
де  – коефіцієнт теплопередачі;
– коефіцієнт теплопередачі;  – перепад температур між диском і затверділим розплавом;
– перепад температур між диском і затверділим розплавом;  – теплота кристалізації; R – радіус диска;
– теплота кристалізації; R – радіус диска;
 – кут контакту диска з розплавом;
– кут контакту диска з розплавом;  –лінійна швидкість переміщення кромки диска відносно поверхні розплаву;
–лінійна швидкість переміщення кромки диска відносно поверхні розплаву;  – кінематична в’язкість розплаву;
– кінематична в’язкість розплаву;
 .
.
У загальному випадку  ,
,
де К — коефіцієнт, визначуваний природою металу і конструкцією швид-
кообертового диска.
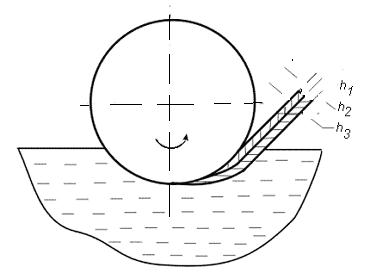
Рис. 8.6. Принципова схема отримання волокон методом швидкісного затвердіння
Процес екстракції з розплаву може здійснюватися на повітрі, наприклад, для отримання порошків алюмінію, коли затверділий метал витягується з-під захисної плівки оксидів, утвореної на поверхні ванни розплаву, а також в інертній атмосфері або вакуумі.
На практиці отримання волокнистих композиційних виробів широкого застосування набули неметалеві волокна та «вуса». Для цього можна використовувати волокна бору, карбіду силіцію і борсика, що зумовлено їх низькою густиною, високою міцністю (2500...4000 МПа), модулем пружності (385500 МПа) і температурою плавлення. Із підвищенням температури міцність волокон зменшується (рис. 8.7). При цьому швидкість знеміцнення залежить від середовища, у якому провадять нагрівання. Особливо висока швидкість знеміцнення волокон бору під час нагрівання на повітрі, що пов’язано з утворенням борного ангідриду і зменшенням ефективного перерізу волокна.
Рис. 8.7. Зміна міцності волокон залежно від температури випробувань:
1 – бор; 2 – борсик; 3 – карбід силіцію
Волокна бору та карбіду силіцію перетином до 150 мкм одержують осадженням їх з газової фази на нагрітий до 1100...1200 °С прямим пропусканням струму вольфрамовий дріт перетином 12,5 мкм у двокамерній печі. У першій камері відбувається дегазація і знежирення дроту, в другій — осадження з газової суміші бору або карбіду силіцію. Співвідношення компонентів у газовій суміші залежить від діаметра одержуваного волокна, діаметра вольфрамового дроту і розмірів реакційної камери.
Волокна бору також можна одержати відновленням тетрахлориду бору воднем за реакцією
BCl3 + 3H2 = 2B + 6HCl.
Унаслідок взаємодії осадового бору з вольфрамом склад волокна змінюється по перетину дроту від поверхні до середини:
B – WB4 – W2B5 – WB.
Для тривалого нагрівання серцевина складається здебільшого з WB4. Така нерівномірність фазового складу по перетину волокна призводить до виникнення в серцевині стискальних напружень, а на поверхні – розтягувальних.
Для осадження карбіду силіцію як початкову використовують парогазову суміш метилтрихлорсилану СН3SiС13, аргону і водню. Карбід силіцію утворюється за сумарною реакцією
CH3SiCl3 = SiC + 3HCl.
У промисловому масштабі освоєно випуск волокон карбіду силіцію перетином 100 мкм і міцністю 3...4 ГПа.
Карбід силіцію шаром завтовшки 3...5 мкм наносять також на волокна бору для підвищення їх жароміцності і запобігання взаємодії з деякими металевими матрицями, наприклад з алюмінієм. Одержувані таким чином волокна називаються борсиком. За підвищених температур на повітрі міцність волокон борсика значно вища, ніж бору. Наносять карбід силіцію на волокна бору за такою ж схемою, як і для отримання волокон карбіду силіцію.
Для створення композиційних матеріалів часто використовують органічні волокна, які мають високі міцність і жорсткість завдяки витягнутим уздовж осі волокон макромолекулам полімеру. Найвищі міцнісні показники мають волокна полібензамідів і поліамідгідразидів і зберігають їх за підвищених температур. Поліпіромелітимідне волокно «аримід», міцність якого 500 МПа і відносне подовження на розрив 8...12 %, після витримки за температури 300 °С зберігає 74 % початкової міцності, а за температури 400 °С – 35 %. Усі вживані органічні волокна стійкі до дії кислот, лугів і органічних розчинників.
Більшість органічних волокон одержують продавлюванням розплавів або розчинів полімерів через тонкі отвори з подальшим затвердінням витікаючих рідких струменів. Затвердіння може відбуватися в результаті охолодження або випаровування розчинника.
Як армувальну фазу композиційних матеріалів також застосовують волокна вуглецю, які мають високу міцність і модуль пружності, низьку густину і за питомою міцністю перевершують усі жаростійкі волокна. Так, високоміцні волокна вуглецю мають межу міцності на розтягування 2500...3500 МПа і модуль пружності 200...700 МПа за густини 1,600...1,800 г/см3, а також високі теплостійкість і електрофізичні властивості (від напівпровідників до провідників з провідністю металів).
Недоліки волокон вуглецю – наявність поверхневих дефектів, окиснюваність на повітрі, хімічна взаємодія з деякими металами і низька адгезія до полімерних матриць. Для зменшення поверхневих дефектів волокон застосовують окиснення поверхні, травлення в різних реактивах. Для зменшення хімічної взаємодії і поліпшення їх адгезійних властивостей на поверхню волокон наносять металеві або керамічні покриття. Для підвищення межі міцності на зрушення на поверхню волокон також наносять «вуса», розташовані перпендикулярно до осі волокна.
Одержують волокна вуглецю з органічних волокон їх термообробкою. Основними видами сировини є віскозні і поліакрилонітрильні (ПАН) волокна, а також пек, багатий вуглецем, і фенолові смоли, з яких спочатку одержують органічні волокна. Для отримання високоміцних волокон з пеку і фенольних смол використовують спеціальні технологічні схеми. Проте під час використання пеку виділяються канцерогенні речовини. Тому для виготовлення волокон вуглецю переважно застосовують волокна віскози і поліакрилонітрилу (рис. 8.8, 8.9).
Технологія отримання волокон вуглецю з ПАН більш проста. У такому технологічному процесі операція натягу, що відбувається під час графітизації, потрібна для створення орієнтації крісталітів уздовж осі волокна.
Для збільшення жорсткості і міцності таких волокон їх легують бором, опромінюють нейтронами, вводять перед піролізом буру або золь силіцієвої кислоти.
Використання ПАН дозволяє одержувати високоміцні й високомодульні волокна вуглецю з великим порівняно з віскозою виходом вуглецю і за простішою технологією.
Волокна віскози дешевші за волокна ПАН, проте для досягнення високої міцності їх графітизацію необхідно провадити за вищих температур.
| ПАН |

| Нагрівання до 220 оС, витримка 20 год |

| Нагрівання до 980 оС, витримка 24 год у середовищі водню |

| Нагрівання до 2500 оС, витримка 2 год, натяг |

| Графітизація за температури 270 оС протягом 15 хв |

| ВВуглецеве волокно |
Рис. 8.8. Технологічна схема отримання вуглецевих волокон з волокон ПАН
| Віскоза |
| Нагрівання до 150 ºС |
| Нагрівання до 240 ºС |

| Нагрівання до 400 оС, розрив целюлозних кілець |

|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 1017; Нарушение авторских прав?; Мы поможем в написании вашей работы!