КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Введение. Кіріспе. Негізгі және қосымша шикізаттарды сақтау және өндіріске дайындау жабдықтары
|
|
|
|
Лекция
Кіріспе. Негізгі және қосымша шикізаттарды сақтау және өндіріске дайындау жабдықтары. Нан пісіру өндірісінің технологиялық жабдықтары мен олардың жіктелінуі. Ұн сақтауға арналған сыйымдылықтар. Қоректендіргіштер. Ұнды өндіріске дайындау жабдықтары.
Қазіргі кезде нан пісіру өндірістері 2 түрге бөлінеді: Нан зауыттары және шағын наубайханалар. Нан зауыттары – бұлар механикаландырылған және нанның кең тараған түрлерін көп мөлшерде шығаратын өнеркәсіпті айтамыз. Шағын наубайханалар – бұлар өндіріс орындарында нанның бір немесе аздаған түрлерін пісіреді. Нан пісіру және макарон өндірісінің технологиялық процесстері сәйкес келетін бірқатар жақтары бар. Олар – шикізатты өндіріске дайындау, қамырды араластыру және қалыптау, дайындаманы жылумен және гигротермиялық өңдеу. Маңыздылығына байланысты барлық жабдықтар технологиялық, транспорттық, энергетикалық, санитарлы - техникалық және қосымша болып бөлінеді.Технологиялық жабдықтар мынадай топтарға жіктеледі:
1. Негізгі және қосымша шикізаттарды сақтауға, өндіріске дайындауға арналған жабдықтар.Бұған ұнды қоймада ыдыссыз сақтау және өндіріске дайындау жабдықтары жатады.
2. Компоненттерді мөлшерлейтін жабдықтар. Бұған су және сұйық компоненттерді мөлшерлеу сусымалы компоненттерді мөлшерлеу жабдықтары.
3. Қамыр және жартылай фабрикаттарды дайындау қондырғылары. Бұған қамыр мен ашытқыны дайындайтын қамыр араластырғыштар, сонымен қатар макарон өнімі үшін де қамыр араластырғыштар жатады..
4. Қамыр мен ашытқыны ашыту қондырғылары. Бұған нан зауытында қолданылатын қамыр дайындайтын агрегаттары жатады.
5. Қамырды бөлшектеу жабдықтары. Бұған қамыр бөлгіштер қамыр домалақтаушы агрегаттар жатады.
6. Қамыр дайындамаларын пішіндеу машиналары.Бұған қамыр домалақтаушы ораушы және пішіндеу машиналары жатады.
7. Қамыр дайындамаларын толықсыту, реттеу және орнықтыру жабдықтары.
8. Қамыр дайындамаларын кептіру және пісіру жабдықтары. Бұған нан өнімдерін пісіретін арнайы пештер, сонымен қатар макарон өнімдерінде қолданылатын кептіруші қондырғылар жатады.
9. Дайын өнімді тасымалдау, сақтау және буып түю қондырғылыры.
Нан пісіру өндірісінің технологиялық жабдықтары.
Ұн сақтауға арналған сыйымдылықтар.
Нан зауытында пішіні өлшемі және сыйымдылығы әр түрлі темірден немесе темір бетоннан жасалған сыйымдылықтарда ұнды сақтайды..
Ұнды ыдыссыз сақтау жұмыстарын ұйымдастыруда ұнды силостарға тасымалдау пневмотранспорттарда жүзеге асырылады.
Ауа ағынымен сусымалы және ұнтақ бөлшекті материалдарда бидай цемент құм ұн опилка т.б. тасымалдау тәсілін пневматика деп атайды. Пневмотранспортты қондырғылардың ерекшелігі;
1.Герметикалығы.
2.Шикізатты кеңістікте күрделі схемаларда тасымалдау (өнімділігі 100тн. Дейін тасымалдау ұзақтығы бірнеше километр, көтеру биіктігі 100 м-ден астам жетуі мүмкін) мүмкіндігі
3.Еңбектің гигиеналық санитарлық жағдайын жақсарту.
4.Ұнды астықты ауа райының кез-келген уақытында түсіру н/е тасымалдау.
Макарон шығару және нан зауыттарында пневмотранспорт жүйесінің ішінен аэрозольтранспортпен тасымалдау кеңінен тараған.Ол ұнның ауадағы жоғарға концентрациясымен ерекшеленеді.1 кг. 200кг. Дейін ұн. υ=5-7 м/с ауа жылдамдығы. Бұл диаметрі кіші 38÷100мм құбырды пайдалануға мүмкіндік береді. Ұн зауыттарында көбінесе тік төрт бұрышты н/е цилиндірлі сыйымдылықтарды қолданылады. Цилиндірлі сыйымдылықтар кең тараған.
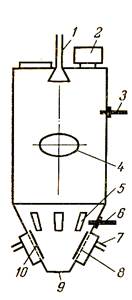
1- сурет. ХЕ -160 Бункері.
1- құбыр; 2 - фильтр орнатылған саңылау; 3 - сигнализатор.(жоғ. деңгей);
4 - бақылау терезесі; 5 – құбыр; 6 - сигнализатор (төм. денгей); 7 – құбыр;
8 – решетка; 9 – саңылау;10 - мақта қағазды таспа.(хлопчатобумажная лента);
Ұнның сенімді түсуі үшін сиымдылықтың конусты бөлігінде мақта қағазды таспа керілген тор түрінде жалған түбі (днице) орналасқан. Темір қабырға мен жалған түбтің арасындағы кеңістікке 7 құбыр арқылы жоғарғы қысымды желдеткіш сығылған ауа беріледі. Ол таспадан өтіп ұнның ауамен араласып силос саңылауынан 9 еркін шығуын қамтамасыз етеді. Жалған түптің жоғарғы жағында компрессор немесе ауа үрлеуші машинадан сығылған ауа берілетін құбыр 5 орналасқан.Ол бункерде ұнның қапталып тұрып қалмауын свободообразование қамтамасыз етеді. Бункерден шығатын ауаны ұннан тазарту үшін саңылауда фильтр орналасқан. Бункердегі ұнның мөлшері жоғарғы және төменгі денгейдегі сигнализаторлармен реттеліп отырады.
Қоректендіргіштер. Аэрозольтранспорт құрылғысының ең маңызды бөлшегі – «қоректендіргіштер» болып табылады. Оның атқаратын міндеті: өнімді - өнім өткізгіш құбырына бір қалыпты жеткізу, өнімді ауамен жақсы қанықтыру(насыщать), тасымалданатын материалға қатысты энергия шығыны төмен;
Аэрозольтранспортты құрылғыларда қоректендіргіштердің мынадай түрлері қолданылады: шлюзді қоректендіргіштер, винтті(шнекті) қоректендіргіштер және камералы қоректендіргіштер;
жүк
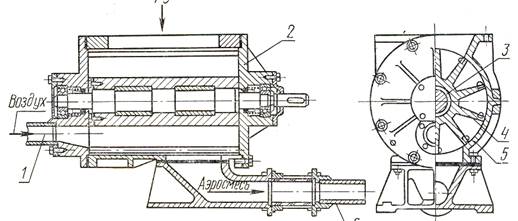
2 – сурет. Шлюзді қоректендіргіш.
1 – ауа кіретін құбыр; 2 – қақпақ; 3 – білік; 4 – қалақшалы ротор; 5 – корпус; 6 – аэроқоспа шығатын құбыр;
Білікке электроқозғалтқыштың айналу жиілігі вариатор арқылы беріледі. Ол ротордың айналу жиілігін (ұнның қажетті мөлшерін нақты беру үшін) өзгерту үшін қолданылады.
3 – сурет. Шнекті қоректендіргіш
1 - электроқозғалтқыш, 2-байланыстырушы муфта, 3-подшипник, 4-қабылдаушы құбыр, 5-шнек, 6-құбыр, 7-аэрация камерасының төменгі бөлігі, 8-компрессордан келетін ауа жеткізуші құбыр, 9-микросаңылаулы бөгет(перегородка), 10-аэрокамераның жоғарғы бөлігі, 11-форсунка, 12-өнім өткізгіш құбыр, 13-бұранда, 14-ауа құбыры;
Шнекті қоректендіргіштің ерекшелігі: эксплуатация кезінде сенімді және қарапайым, герметикалығы жоғары. Өнімділігі-2...5т/сағ; 8...12т/сағ; 25 т/сағ.-дейін;
Шнекті қоректендіргіштің кемшілігі: габариттік өлшемдері үлкен және көп қуат көзін қажет етеді.
Аэрозольтранспортты құрылғыларды есептеп, жобалау үшін тасымалданатын өнімнің түрін және мөлшерін білу қажет, өйткені бір линия бір ғана өнімді тасымалдауға арналған. Аэрозольтранспортты қондырғыларды есептеуде қажетті параметрлер жүйедегі жалпы қысым шығыны, қажетті ауа мөлшері, материалөткізгіш диаметрі және ауа үрлеуші машинаның жетек қуаты.
Жүйедегі жалпы қысым
∑∆p=∆p1+∆p2+∆p3;
мұндағы: ∆p1 - материал өткізгіштегі қысым шығыны; ∆p2 – материалды қозғалтуға кететін қысым шығыны; ∆p3 – қоректендіргіштегі кететін қысым шығыны;
Линияға кететін толық ауа шығыны V=KВ·VВ;
мұндағы: KВ – қажетті ауаның саңылаудан шығып кету мөлшерін ескеретін коэффициент; VВ – линиядағы есеп бойынша кететін ауа шығыны;
Материалөткізгіш диаметрі мына формуламен анықталады:
d=  ;
;
мұндағы: VК – тасымалдаудағы соңғы бөлігіндегі ауа шығыны, м3;
Ауа үрлеу машинасының электроқозғалтқыш қуаты:
N=  ; мұндағы:
; мұндағы:  - ауа үрлеу машинасының ПӘК;
- ауа үрлеу машинасының ПӘК;  - беріліс ПӘК; pН – қажетті сығымдау қысымы;
- беріліс ПӘК; pН – қажетті сығымдау қысымы;
Ұнды өндіріске дайындау қондырғылары. Ұнды өндіріске дайындау негізінен бірінен соң бірі жалғасатын үш операциядан орындалады: араластыру, елеу және темір қоспалардан тазарту.
Араластыру – бұл әр партиядан келетін ұнның нан пісіру сапасын теңестіру үшін қажет.Ол қоректендіргіштер немесе бункердің астында орналасқан мөлшерлегіштер көмегімен жүзеге асады.
Елеу – сусымалы шикізатты екі фракцияға бөлетін (өтпе және түспе) механикалық процесс болып табылады. Ұнды, қантты елеу үшін електері жазықты немесе барабанды машиналар қолданылады. Електердің жұмыс істеу тиімділігіне елеуіштердегі саңылаулар мен пішіні, жасалынған материалы мен қозғалыс жылдамдығы, параметрлері сонымен қатар сусымалы өнімнің құрамы әсер етеді.
Ұнды темір қоспалардан тазарту – хромды металдан жасалған тұрақты магниттердің көмегімен жүзеге асады. Магниттерді елеуіштерден шығатын өнімнің шығу құбырына орналастырылады. Магниттердің тиімді жұмыс істеуі үшін полюстер аймағынан өтетін ұн қабаты 8мм – ден, ал жылдамдығы 0,5 м/с – тан аспауы тиіс.
|
|
|
|
|
Дата добавления: 2014-12-17; Просмотров: 4324; Нарушение авторских прав?; Мы поможем в написании вашей работы!