КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Допуски линейных размеров
|
|
|
|
Точность деталей и их соединений
Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это такой принцип конструирования и изготовления деталей, при котором независимо изготовленные детали без дополнительной обработки устанавливаются на свои места при сборке звена, узла, механизма. Детали и сборочные единицы взаимозаменяемы в том случае, когда их размеры, форма, механические характеристики находятся в заданных пределах.
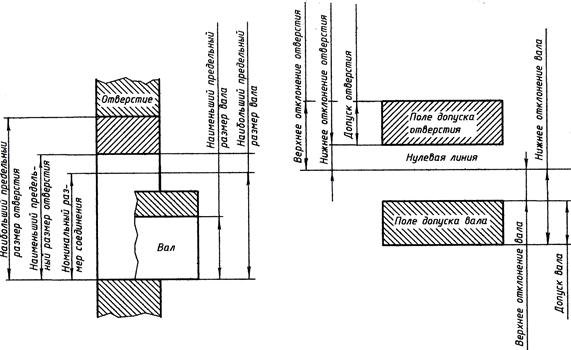
Различают номинальный, действительный и предельный размеры любой детали. Номинальным называется размер, устанавливаемый из расчета на прочность, жесткость или выбираемый по конструктивным соображениям. Номинальные размеры нормированы, их проставляют на чертежах и они служат началом отсчета отклонений. Номинальным размером соединения называют размер, общий для вала и отверстия, составляющих соединение. В соединении валом называют деталь с охватываемой поверхностью, а отверстием – с охватывающей.
Действительным называют размер, установленный измерением с допустимой погрешностью. Для обеспечения взаимозаменяемости деталей отклонения действительных размеров от номинальных ограничены предельными значениями. Предельными называют размеры между которыми должен находиться или которым может быть равен годный действительный размер. Разность между наибольшим и наименьшим предельными размерами называется допуском. Допуск – мера точности размера: чем он меньше, тем выше точность.
На чертеже вместо предельных размеров проставляют верхнее и нижнее предельные отклонения номинального размера – алгебраическую разность между соответственно наибольшим или наименьшим предельными и номинальным размерами. Числовые значения предельных отклонений на чертеже проставляют рядом с номинальным размером в мм  .
.
Отклонения проставляют более мелкими цифрами, чем номинальный размер, соответственно своим наименованиям: верхнее – выше, нижнее – ниже, чтобы обозначение номинального размера вместе с предельными отклонениями по высоте было в одной строке. Симметричные отклонения проставляют одной цифрой, имеющей высоту цифр номинального размера, со знаком ±, например, 15 ± 0,1. Нулевые отклонения на чертежах не проставляют. Отклонения проставляют десятичной дробью до последней значащей цифры. Количество десятичных знаков верхнего и нижнего отклонений одинаково, выравнивание производят добавлением нулей. На сборочном чертеже рядом с номинальным размером соединения, т.е. общим размером сопрягаемых деталей проставляют дробь, в числителе которой указывают предельные отклонения охватывающего размера (отверстия), а в знаменателе – охватываемого (вала), например, 10 ( )/(
)/( ).
).
При графическом изображении отклонений (рис. 4.1) номинальный размер соответствует нулевой линии, от которой откладывают отклонения в мкм; допуск представляют схематически в виде прямоугольника (поля допуска), заключенного между линиями, соответствующими верхнему и нижнему отклонениям. Если нулевая линия горизонтальна, положительное отклонение располагают вверх от нее, а отрицательное – вниз.
|
Каждое поле допуска можно представить сочетанием двух характеристик, имеющих самостоятельное значение: его положения относительно номинального размера и величины допуска. Отклонение, ближайшее к нулевой линии и используемое для определения поля допуска, называется основным. Всего предусмотрено 28 типов основных отклонений для валов и отверстий (рис. 4.2). Каждое отклонение обозначают латинской буквой – малой, если отклонение относится к валу, и большой, если – к отверстию. Отверстие, нижнее отклонение которого равно нулю, называют основным отверстием. Основное отклонение основного отверстия обозначают буквой Н. Вал, верхнее отклонение которого равно нулю, называют основным валом. Основное отклонение основного вала обозначают буквой h.
Величина допуска устанавливается в зависимости от номинального размера и уровня точности (квалитета). Под квалитетом понимают совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Для упрощения определения величины допусков по таблицам весь диапазон номинальных размеров разбит на интервалы: ≤ 1 мм; > 1 до 3; > 3 до 6 и т.д., для которых допуски зависят только от номера квалитета. Для размеров от 1 до 500 мм установлено 19 квалитетов основных допусков (01; 0; 1; 2; …; 17). Чем больше допуск, тем ниже точность и выше номер квалитета. Ссылка на квалитет или допуск делается сокращенно буквами IT с дополнением номера квалитета, например IT8. Не предусмотрено строгое разграничение областей применения различных квалитетов, но практический опыт привел к следующему разграничению:
– квалитеты 01; 0 и 1 предназначены для концевых мер длины;
– квалитеты со 2 по 4-й – для средств измерений и особо точных изделий;
– квалитеты с 5 по 13-й – для размеров различных соединений;
– квалитеты с 12 по 17-й – для несопрягаемых (свободных) размеров.

Рис. 4.2
Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов и обозначается буквой основного отклонения и номером квалитета, например для вала – h7, e8, для отверстия – Н7, Е8.
Допуски в квалитетах с 5 по 14, определяются с помощью единицы допуска i по формуле IT = ai. Коэффициент а показывает, какое число единиц допуска содержится в полном допуске размера, этот коэффициент разный для различных квалитетов. Значения допуска для разных квалитетов приведены в табл. 4.1.
Таблица 4.1
| Обозначение допуска | IT5 | IT6 | IT7 | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 |
| Значение допуска | 7i | 10i | 16i | 25i | 40i | 64i | 100i | 160i | 250i | 400i |
Единица допуска в мкм для квалитетов 5–14 определяется по формуле
i = 0,45  + 0,001 Dj, (4.1)
+ 0,001 Dj, (4.1)
где Dj – среднеквадратическое крайних значений j-го интервала в миллиметрах. Для квалитетов 01–4 функциональной зависимости между допуском и размером нет.
Можно сочетать любые основные отклонения с любыми квалитетами, что дает большое число различных по значению и положению полей допусков.
Если величина допуска влияет на точность размера, то расположение поля допуска, т.е. выбор основного отклонения влияет на величину действительного размера. Действительный размер при одинаковом допуске может быть всегда больше (отклонения А, …, Н) или меньше номинального размера.
На чертежах допуски на размеры проставляют после номинального размера одним из трех способов: условными обозначениями полей допусков, например 12е9; числовыми значениями предельных отклонений –  ; условными обозначениями полей допусков с указанием в скобках числовых значений предельных отклонений 12е9
; условными обозначениями полей допусков с указанием в скобках числовых значений предельных отклонений 12е9  .
.
При выборе квалитета точности исходят из технологических и экономических соображений (табл. 4.2).
Таблица 4.2
| Метод механической обработки | Соответствующий квалитет |
| Черновое точение, строгание, растачивание Чистовое точение, строгание, растачивание Тонкое точение Черновое фрезерование Чистовое фрезерование Сверление по разметке (без кондуктора) Сверление по кондуктору Предварительное развертывание Развертывание двукратное (окончательное) Протягивание обычное Протягивание точное Грубое шлифование Чистовое шлифование Прецизионное шлифование Притирка, доводка, алмазная обработка Предварительное хонингование Прецизионное хонингование | 12 – 13 6 – 7 8 – 10 12 – 13 10 – 11 8 – 9 6 – 8 6 – 8 6 – 7 8 – 9 6 – 8 5 – 6 5 – 6 6 – 7 5 – 6 |
Назначение высоких квалитетов точности должно всегда серьезно обосновываться. Во всех случаях, когда это возможно, исходя из работоспособности и точности устройства необходимо стремиться к назначению невысокого по точности квалитета. Это имеет особое значение для отверстий, обработка которых сложнее, чем валов. Замена у отверстия поля допуска Н7 на Н9 уменьшает стоимость обработки деталей примерно на 20%.
Размеры, характеризующие положение поверхностей, по которым отсутствует сопряжение, называют свободными. Отклонения свободных размеров на чертежах не проставляют. Но на поле чертежа делают запись: «Неуказанные предельные отклонения размеров: охватывающих по Н14; охватываемых по h14; остальных ±(1/2)IT14». Обозначения ±(1/2)IT рекомендуются для симметричных отклонений и отклонений элементов, которые не относятся к отверстиям и валам.
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 13966; Нарушение авторских прав?; Мы поможем в написании вашей работы!