КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Методы получения шлицевых поверхностей
|
|
|
|
Шлицы нарезают фрезерованием, строганием, протягиванием и холодным накатыванием (в основном эвольвентные шлицы). Технологический процесс обработки шлицев зависит от метода центрирования шлицевого соединения и термической обработки.
На валиках нарезать шлицы можно двумя методами:
1) фрезерованием по методу обкатки специальными червячными фрезами (рисунок 7.4) на шлицефрезерных или обычных зубофрезерных станках;
2) фрезерованием дисковыми или фасонными фрезами на горизонтально-фрезерных станках.
В неавтоматизированном серийном производстве обычно нарезают шлицы на шлицефрезерных или зубофрезерных станках червячной фрезой методом обкатки. Рабочая часть червячной фрезы выполнена по профилю, обеспечивающему получение шлицев при обкатке. Фрезерование червячными фрезами шлицевых валов одинаково как для получения прямобочного профиля шлицев, так и для эвольвентного и осуществляется при тех же рабочих движениях фрезы и детали.

Рис.7.4. Схема фрезерования шлицевого вала червячно-шлицевой фрезой.
Этот метод довольно трудоемкий, так как выполняется при сравнительно невысоких режимах резания (v=20...30 м/мин и S=20 мм/мин). Нарезать шлицы можно за один или два рабочих хода в зависимости от требуемой точности. Можно применять многозаходную червячную фрезу для чернового фрезерования, которая увеличивает производительность, но требуемой точности не дает.
Черновое фрезерование шлицев иногда производят фасонными дисковыми фрезами на горизонтально-фрезерных станках с помощью делительной головки.
Фрезеровать шлицы можно способом, позволяющим применять более дешевый фрезы, чем дисковой фасонной фрезой, но менее производительным. Для повышения производительности применяют одновременное фрезерование двух-трёх шлицевых валов двумя-тремя дисковыми фрезами с помощью трёхшпиндельной делительной головки. Фрезерование дисковыми фрезами не обеспечивает достаточную точность по шагу и ширине шлицев.
Предварительное фрезерование боковых поверхностей шлицев может производиться на горизонтально-фрезерных станках двумя дисковыми быстрорежущими или твердосплавными фрезами с последующей обработкой профиля впадины дисковой профильной фрезой (рисунок 7.5,а). При этом вставляется припуск на шлифование. Фрезерование впадин в одну операцию производят дисковой фасонной фрезой (рисунок 7.5,б).
В мелкосерийном и единичном производстве при центрировании шли цевой втулки по наружному диаметру фрезерование ведется двумя дисковыми фасонными фрезами, обрабатывающими одновременно боковые стороны и впадины (рисунок 3.5,в).
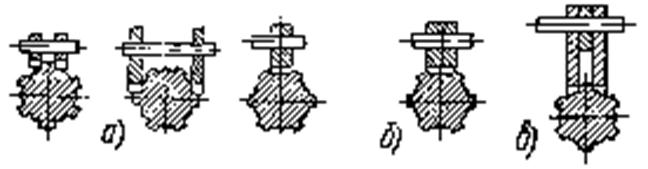
Рисунок 3.5. Схемы фрезерования шлицев.
Существуют и более совершенные методы фрезерования шлицев на валах. Например, разработано нарезание прямобочных шлицев предварительным фрезерованием фасонными дисковыми фрезами и чистовым фрезерованием боковых поверхностей шлицев торцовыми фрезами, оснащенными пластинами из твердого сплава (рисунок 7.6).
Режимы резания при обработке валов из среднеуглеродистой стали: для предварительного фрезерования v=30...35 м/мин и S=190 мм/мин, для чистового фрезерования v=180 м/мин и S=0,55 мм/зуб. Обработку выполняют на горизонтальных продольно-фрезерных станках с применением делительных приспособлений. Такой метод нарезания шлицев в 3—4 раза производительнее, чем обработка на шлицефрезерных станках.
Обработка шлицев вала с центрированием по наружному диаметру по этому способу исключает необходимость применения шлицевых фрез высокой точности, сложного оборудования, а также необходимость шлифования шлицев.
Чистовое фрезерование торцовыми твердосплавными фрезами обеспечивает чистоту обработки в пределах Ra=1.6 мкм и высокую точность шлицевого соединения.
Станки для обработки шлицев таким способом могут быть легко автоматизированы.
После окончания фрезерных операций шлицевые валы подвергаются термической обработке.

Рисунок 7.6. Схема фрезерования шлицев фасонными фрезами:
а — предварительная обработка; б — чистовая обработка боковых поверхностей шлицев.
Детали, у которых длина шлицевого участка небольшая и нет места для выхода фрезы, обрабатываются долблением по методу обкатки на зубодолбежных станках с помощью специального долбяка.
Метод обкатки применяют в массовом и серийном производствах. Преимуществом этого метода является высокое качество шлицевых валов и стабильность технологического процесса, что весьма важно в массовом производстве.
Недостатком метода обкатки является высокая трудоемкость по сравнению с фрезерованием дисковыми фрезами, высокая стоимость режущего инструмента, необходимость специальных станков.
В последнее время в крупносерийном и массовом производствах шлицефрезерование вытесняется контурным шлицестроганием, шлицепротягиванием, холодным накатыванием роликами или рейками, а также профильными многороликовыми головками. Это объясняется тем, что применение многозаходных фрез для шлиценарезания ведёт к удорожанию стоимости инструмента и не обеспечивает повышенных требований к точности шлицевых поверхностей.
Строгание шлицев на валах производят набором фасонных резцов, собранных в головке, и эффективно может быть применено в крупносерийном и массовом производстве. Их количество и профиль соответствуют числу шлицев и профилю впадины между шлицами вала (рисунок 3.7). Число двойных ходов головки определяется глубиной шлицевой канавки и принятой глубиной резания за один рабочий ход. Резцы в головке затачивают комплектно в специальном приспособлении. За каждый двойной ход резцы сходятся радиально на заданную величину подачи.
Этим методом можно обрабатывать как сквозные, так и несквозные шлицы. В последнем случае предусматривается канавка для выхода резцов глубиной не менее 6...8 мм и ускоренный отвод резцов от заготовки. Шлицестрогание выполняют на станке МА4, предназначенном для обработки валов диаметров 20...50 мм, длиной до 435 мм, с длиной обрабатываемой части 70...370 мм. Этот метод позволяет вести обработку шлицев и на валах, имеющих уступы диаметром на 25...30 мм больше обрабатываемого, что невозможно осуществить другими методами. Параметр шероховатости обработанной поверхности Ra=2,5...1,25 мкм.

Рисунок 7.7. Резцовая головка шлицестрогального станка.
Для строгания несквозных шлицев в станке предусмотрен ускоренный отвод резцов на установленную длину обработки. Станок допускает обработку шлицевых впадин как на проход, так и с выходом на поверхность наружного диаметра.
Другим высокопроизводительным методом образования шлицев является шлицепротягивание. Шлицепротягивание производят двумя блочными протяжками (рисунок 7.8) одновременно двух диаметрально противоположных впадин на валу с последующим поворотом вала на угол a=360/z (где z – число шлицев) после каждого хода протяжки.
Блок протяжки состоит из набора резцов-зубьев, которые могут независимо перемещаться в радиальном направлении. Резцы затачивают комплектно и устанавливают в блоки в специальном приспособлении. Этот метод позволяет обрабатывать сквозные и несквозные шлицы. Копирная линейка дает возможность протягивать несквозные шлицы по заданной траектории. Разность диаметров ступеней, при обработке валов с несквозными шлицами не должна превышать 25...30 мм. По производительности шлицестрогание и шлицепротягивание производительнее шлицефрезерования примерно в 5—8 раз (в зависимости от размеров шлицев).

Рисунок7.8. Схема протягивания шлицев на валах.
Большие перспективы имеет холодное накатывание шлицев, при котором шлицы образуются пластическим деформированием без снятия стружки. Накатка выполняется роликами, рейками и многороликовыми профильными головками (рисунок 7.9).

Рисунок 7.9. Схемы накатывания шлицев:
а — круглыми роликами, б — рейками; в — многороликовой головкой.
Уплотнение слоя металла при накатывании повышает прочность шлицевых валов. По данным ЭНИМСа, накатанные шлицы при скручивании на 10...20 % прочнее шлицев, полученных фрезерованием. В ряде случаев холодное накатывание позволяет избежать термической обработки валов и дальнейшей механической обработки шлицев. Холодной накаткой в основном делают эвольвентные шлицы, так как для прямобочных шлицев значительно усложняется профиль рабочих поверхностей накатных роликов, что требует специального оборудования для их изготовления. Шлицы эвольвентного профиля с модулем до 2,5 мм получают холодным накатыванием двумя или тремя роликами. Их устанавливают по делительной окружности предварительно обработанной заготовки с учетом упругих деформаций системы станок—приспособление—инструмент—заготовка. Диаметр заготовки при накатывании меньше наружного диаметра детали и точность диаметра под накатку значительно выше диаметра под шлицефрезерование. Так, для валов диаметром 30...50 мм допустимое отклонение наружной поверхности — не более 0,05...0,07 мм, допустимое отклонение биения относительно оси центров — не более 0,06 мм.
Ролики изготовляют из высоколегированных сталей. Одним и тем же роликом определенного модуля можно обработать валы с различным числом шлицев. Рекомендуемые режимы накатывания: окружная скорость роликов 15...20 м/мин при диаметре начальной окружности 200 мм; осевая подача 150...200 мм/мин. Накатыванию подвергают заготовки твердостью не более НВ 220. Погрешность шага не более 0,03 мм; накопленная погрешность шага 0,05...0,1 мм; параметр шероховатости поверхности Ra=0,63...0,32 мкм.
В зависимости от длины шлицев производительность при накатывании примерно в 10 раз выше, чем производительность при шлицефрезеровании. Предпочтительнее накатывать валы с большим числом шлицев (не менее 18), так как в этом случае процесс протекает более плавно.
Холодное накатывание многороликовыми профильными головками (рисунок 7.9,в) требует особо точного изготовления инструмента.
Инструментальная головка состоит из жёсткого закалённого кольца, в котором размещены сегменты (на схеме не показаны), в каждом скгменте5 установлено по одному профилирующему ролику (на схеме 8 роликов), свободно вращающемуся на осях в подшипниках. Ролики регулируют и заменяют независимо один от другого. Обрабатываемую заготовку закрепляют в центрах зажимного устройства, а многороликовая головка перемещается со скоростью 3 м/мин вдоль оси неподвижной обрабатываемой детали на точно установленную длину, образуя на ней шлицы, профиль которых соответствует профилю ролика. Все шлицы накатываются одновременно без вращения заготовки. Получаемая точность шлицев по шагу 0.04 мм, непрямолинейность не превышает 0.04 мм на 100 мм длины.
Полный профиль шлицев формируется за несколько ходов (три-шесть). Обжатие металла осуществляется постепенно, путём периодического вдавливания накатных роликов в заготовку. Радиальная подача роликов осуществляется автоматически.
При накатывании профильными роликами пластические деформации проникают на большую глубину в обрабатываемую заготовку. Твёрдость заготовок не должна превышать НВ 220, поэтому в процессе накатки происходит её удлинение, вытесненный металл частично размещается и на наружной поверхности детали. После накатывания наружный диаметр обработанной детали несколько увеличивается и поэтому она должна быть подвергнута наружному шлифованию.
При накатывании многороликовыми головками поверхностные слои обрабатываемой детали упрочняются на 20 – 30%; стойкость инструментальной головки составляет до 100 тыс. деталей. Этот метод обработки высокопроизводительный, но каждая многороликовая головка предназначена для обработки только одного размера шлицев.
Многороликовой головкой можно накатывать и эвольвентные шлицы, если их число не превышает 16 – 18, а наименьшее – 6; при большем числе шлицев невозможно разместить ролики в головке.
Холодное накатывание шлицев можно делать и рейками по методу «Рото-фло». Этот метод заключается в том, что обрабатываемая заготовка вращается в центрах между верхней и нижней инструментальными рейками, которые быстро перемещаются в противоположных направлениях, выдавливая при этом металл по периферии круглой заготовки. Накатывание шлицев рейками за один рабочий ход на всю длину производительнее, чем накатывание роликами, но вследствие возникающих больших сил оно не рекомендуется для накатывания шлицев длиной более 80...100 мм.
Существует и другое высокопроизводительное холодное накатывание эвольвентных шлицев на валах, которое основано на принципе формирования обрабатываемого профиля по планетарному методу (рисунок 3.10, а). Формирование профиля производится двумя роликовыми головками, имеющими встречное вращение. Головки, оснащенные накатным инструментом, располагают встречно и приводят в действие двумя двигателями. Профильные ролики 3 одновременно и синхронно внедряются во вращающуюся вокруг своей оси заготовку 2. При этом частоты вращения накатных головок и заготовки согласуют друг с другом с учетом числа изготовляемых зубьев (рисунок 3.10, б). Одновременно производится непрерывная подача заготовки в осевом направлении.
Рисунок 7.10. Схема накатывания шлицев планетарным методом:
а — схема движения роликов и заготовки; 6 — схема формирования шлицев при накатке;
1 — траектория движения роликов; 2 — заготовка; 3 — ролики.
Основная работа по формированию профиля происходит в зоне преобразования, где при каждом рабочем ходе инструмента образуется серповидный сегмент.
Накатный ролик изготовляют из высоколегированных сталей Х12ФН и Х6ФН с твердостью рабочей части HRC 63...66. Одним комплектом накатных роликов можно обработать 3000...30000 заготовок.
Для накатывания шлицев высокой точности заготовки должны быть предварительно обработаны по наружному диаметру. Диаметром заготовки является среднеарифметическое между диаметром окружности выступов и диаметром окружности впадин зуба. Рекомендуемый допуск диаметра 0,05...0,10 мм и допуск биения 0,03...0,06 мм.
Этот метод рекомендуется только для материалов со следующими характеристиками: d>9 %, sв = 1274*106 Па. Параметр шероховатости Ra<1 мкм.
Все термически обработанные шлицевые валы, а также валы, центрируемые по внутреннему диаметру, после нарезания шлицев подвергают дальнейшей механической обработке. Поверхности, образующие профиль шлицев на валах, центрируемых по внутреннему диаметру, шлифуют профильным кругом за один установ, за два установа шлифуют сначала боковые поверхности шлицев, а затем поверхность по внутреннему центрирующему диаметру. Точность и производительность выше у шлифования шлицев одним профильным кругом.
У термически обработанных шлицевых валов с центрированием по наружному диаметру шлифуют эту поверхность и боковые поверхности шлицевых шпонок Производительность этих операций значительно выше, чем при шлифовании профильным кругом, поэтому обработка шлицевых валиков с центрированием по наружному диаметру проще и экономичнее обработки валиков с центрированием по внутреннему диаметру.
Шлифование шлицев.
Шлифование шлицев производится после термической обработки и обеспечивает получение чистоты поверхности до Ra=0.8 мкм и точность центрирующего диаметра по 7-8 квалитету.
Различают следующие способы шлифования шлицевых валов:
1) шлифование фасонным кругом внутренней и боковых поверхностей шлицев (рисунок 7.11,а);
2) раздельное шлифование в две операции внутреннего диаметра и боков шлицев: а) дисковыми кругами; б) кругами конического профиля (рисунок 7.11, б);
3) шлифование внутреннего диаметра и боков шлицев тремя кругами, установленными на одной оправке (рисунок 7.11,в).
 |
Рисунок 7.11. Схемы шлифования шлицев.
Припуск на боковую сторону шлица и на внутренний диаметр составляет от 0.1 до 0.2 мм (на сторону).
Иногда для исправления погрешностей после термообработки производится также шлифование боковых поверхностей шлицев одним из указанных выше способов.
 |
Рисунок 7.12. Схема правки шлифовального круга.
Наиболее производительным и точным при центрировании по внутреннему диаметру является способ шлифования фасонным кругом внутреннего диаметра и боковых сторон шлицев. Профиль круга в процессе шлифования сохраняется дольше, чем при других способах шлифования. Но при таком способе износ шлифовального круга влияет на точность обработки, и поэтому требуется частая правка круга. Несмотря на это, данный способ широко распространён в машиностроении. На рисунке 3.12 показана схема правки шлифовального круга алмазами с помощью приспособления для правки.
Обработка шлицевых отверстий.
Технологический процесс обработки шлицевого отверстия состоит из следующих основных операции:
1) сверления или зенкерования отверстия и подрезки торца;
2) протягивания цилиндрической поверхности и шлицев раздельно либо комбинированной протяжкой (за счёт удлинения протяжки);
3) обработки всех наружных поверхностей втулки на станках токарной группы с базой от шлицевого отверстия;
4) термообработки;
5) калибрования или шлифования отверстия (в зависимости от принятого метода центрирования).
При центрировании по наружному диаметру термически не обработанного зубчатого колеса обработка шлицевого соединения проста. Размер расточенного отверстия устанавливается следующим образом. Из верхнего предельного размера допуска 12 квалитета вычитается величина допуска 9 квалитета точности, и разность прибавляется к номинальному размеру. Полученный размер выполняется с допуском по 9-му квалитету точности. Например, для шлицевого отверстия с размерами 72+300*82+87*12 размер отверстия равен 72.4—0.06=72,34+87. Направляющая часть протяжки изготовляется с размером 72.34+87. Такой технологический размер обеспечивает одинаковую глубину всех шлицев при протягивании.
Если зубчатое колесо, имеющее шлицевое отверстие, термически обрабатывается, то обработка отверстия несколько усложняется.
Для получения точного наружного диаметра впадин шлицевого отверстия требуется введение протяжек для калибрования и более точная предварительная обработка шлицев. Можно применять местную цементацию так, чтобы шлицы, подлежащие калиброванию, не были науглерожены и при последующей закалке не приобрели повышенной твердости.
Недостатком калибрования является неизбежность эксцентричности центрирующей окружности впадин относительно начальной окружности зубчатого колеса.
В данном случае преимущество метода центрирования по внутреннему диаметру заключается в том, что посадочное отверстие можно прошлифовать на базе зубьев зубчатого колеса. Благодаря этому обеспечивается концентричность внутреннего диаметра относительно начальной окружности зубчатого колеса. Шлифование отверстия производится на внутришлифовальном станке.
Эвольвентные шлицы во втулке обычно нарезаются на зубодолбежных станках. В настоящее время в массовом производстве внедрено протягивание эвольвентных шлицев. Протягивание эвольвентных шлицев во много раз производительнее долбления. Недостатком этого способа является сложность изготовления протяжки с эвольвентным профилем.
Т.о. технологический процесс обработки шлицевого вала состоит из следующих основных операций:
1. токарной обработки вала;
2. обработки шлицев;
3. термообработки;
4. шлифования внешних поверхностей;
5. шлифования элементов шлицев.
В зависимости от принятого типа центрирования шлицевого соединения в серийном производстве устанавливается технологический процесс обработки шлицевого вала (таблица 7.1).
Таблица 7.1. Технологический процесс обработки шлицевого вала.
| № операции | Наименование операций | Применяемое оборудование | ||
| При центрировании по наружному диаметру | При центрировании по внутреннему диаметру | Серийное производство | Индивидуальное производство | |
| I. | Фрезерование торцов и центрование | Фрезерно-центровальный полуавтомат | ||
| II. | Обработка цилиндрических ступеней вала под шлицы с припуском на шлифование. | Обработка цилиндричес-ких ступеней вала без припуска на шлифование по наружному диаметру шлицев | Токарный станок Многорезцовые гидрокопироваль-ные полуавтоматы | Токарный станок |
| III. | Нарезание шлицев в размер по ширине и внутреннему диаметру | Нарезание шлицев с припуском на шлифова-ние по внутреннему диа-метру и по боковым сто-ронам шлицев | Шлицефрезерные, зубофрезерные, зубодолбежные станки | Горизонтально-фрезерный станок |
| IV. | Термическая обработка | Термическая обработка | Установка ТВЧ | Электропечь ванны |
| V. | Шлифование вала по наружному диаметру | Шлифование опорных шеек вала. Шлифование боковых сторон шлицев и внут-реннего диаметра | Круглошлифоваль-ныи станок. Шлицешлифоваль-ныи станок | Круглошлифо-вальный станок. Универсально-заточный станок. |
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 34480; Нарушение авторских прав?; Мы поможем в написании вашей работы!