КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Узлы станка модели 2В56
|
|
|
|
Запитання для самоперевірки
1. Для чого призначєн контур управління виробництвом?
2. Назвіть складові контуру управління виробництвом?
Література:Л1с 344-348
Література:
І. Основна:
1. Гужва В.Д. Інформаційні системи і технології на підприємствах / Навч.посібник. - К.: КНЕУ,2001 [Л1]
2. Ситник В.Ф.,Писаревська Т.А. Основи інформаційних систем. Навч.посібник.- К.: КНЕУ, 2001[ Л2]
ІІ. Додаткова:
3. Дибкова Л. М. Інформатика та комп'ютерна техніка.-К.: Видавницький центр «Академія»,2002[Л3]
4. Макарова М. В. Електронна комерція. - К.: Видавницький центр «Академія»,2002[Л4]
5. Методичні рекомендації по вивченню програмного комплексу «1С Підприємство», Полтава, 2002 [Л5]
6. Ярмуш О. В., Редько М. М. Інформатика і комп'ютерна техніка: Навч.посібник. - К.: Вища освіта,2006.[Л6]
Механизм переключения скоростей. Рукоятка 1 (рис. 37, а) укреплена на валу, на котором находятся кулачковые муфты 2, 3, 4 и 9 и свободно вращающаяся гильза 6, несущая на себе шестерню 7. На переднем торце гильзы имеется кулачковая полумуфта 5.
Шестерня 7 с помощью промежуточных колес 13 и 23 связана с зубчатым колесом 16, которое жестко соединено с ведущим диском 17 мальтийского механизма, несущим на себе три пальца а для периодического поворота мальтийского креста 19, укрепленного на валу 20. На переднем конце вала 20 находится ведущий диск 21 второго мальтийского механизма, обеспечивающий периодический поворот крестовины 22. На ведущих дисках 17 и 21 ина крестовине 12 закреплены кривошипные пальцы, соответственно связанные с тремя тягами 18, 15 и 14, соединенными с тремя подвижными блоками шестерен в коробке скоростей.
Настройка коробки скоростей на требуемые числа оборотов шпинделя производится перемещением рукоятки 1 на себя для сцепления муфты 9 с торцовыми кулачками шестерни 7. При повороте рукоятки поворачивается шестерня 7, промежуточные зубчатые колеса 13 и 23, колесо 16 и мальтийские механизмы. Число зубьев шестерен 7 и 16 ирасположение пальцев на ведущих дисках 17 и 21 рассчитаны так, что получение нового числа оборотов шпинделя обеспечивается поворотом рукоятки 1 на 1/3 оборота. При повороте рукоятки, шестерен и мальтийских механизмов смещаются тяги 14, 15 и 18, устанавливая подвижные блоки шестерен коробки скоростей в требуемое положение, обеспечивающее нужное число оборотов шпинделя. Так как число зубьев зубчатого колеса 23 в четыре раза больше числа зубьев шестерни 7, то указатель 24, закрепленный на одном валу с колесом 23, при каждом переключении скорости будет поворачиваться на 1/12 часть оборота, показывая в одной из двенадцати рамок d, на какое число оборотов шпинделя настроена коробка скоростей. Механизм переключения скоростей фиксируется собачкой 8 с роликом 10, который входит в выемку диска 12. Для пуска радиально-свер-лильного станка модели 2В56 рукоятка 1 перемещается от себя, при этом кулачковая муфта 9 выключается, фиксируя положение ведущей шестерни 7 с валом рукоятки 1 и мальтийских механизмов.
Одновременно включается муфта 2, которая обеспечивает перемещение тяги 25 при повороте рукоятки 1, включая пусковые кнопки электродвигателя. Наличие блокировочного устройства обеспечивает возможность включения электродвигателя только после полного переключения скорости и ввода в зацепление зубчатых колес на всю длину зубьев.
Механизм переключения подач. Настройка коробки подач на требуемую величину подачи шпинделя производится поворотом рукоятки 15 (рис. 37, б). Вместе с рукояткой 15 поворачивается ведущий диск 5 мальтийского механизма, имеющего пальцы 6 для периодического поворота крестовины 14, На обратных сторонах ведущего диска 5 и крестовины 14 соответственно закреплены кривошипные пальцы 7 и 9, связанные с тягами 8 и 12. Тяги с помощью поводковых устройств соединены с двумя тройными блоками шестерен коробки подач Б4 и Б 5.
Число прорезей а на крестовине 14, их расположение, а также число пальцев 6 на диске 5 обеспечивают поворот крестовины 14 за каждый оборот рукоятки 15 на 1/3 оборота. Следовательно, перемещение блока Б5 в три различных положения вдоль его шлицевого вала наступит после того, как блок Б 4 поочередно переместится в одно из трех положений. При настройке коробки подач на требуемую величину подачи поворотом рукоятки 15 одновременно через шестерни 4, 3 и 2 приводится в движение указатель 1, сидящий на одном валу с шестерней 2, показывая в одной из девяти рамок 6, на какую подачу настроена коробка.
Для ручного точного перемещения шпинделя тройной блок Б5 устанавливается в нейтральное положение, а кулачковая муфта 10 вводится в зацепление. Это достигается соответствующей установкой рукоятки 15, при которой с помощью рычага 13 сообщается осевое перемещение валику 11, связанному поводком с кулачковой муфтой 10.
Механизм зажима траверсы. На рис. 37, в изображен механизм зажима траверсы на колонне.
Рычажно-зажимное устройство траверсы состоит из подвижной гайки Г, вилки 3, толкателя 2, двуплечего рычага 1 с коромыслом 9 и двух рычагов 8. После включения электродвигателя подъема и опускания траверсы мощностью 1,3 квт (см. рис. 36, а) начинает вращаться вертикальный ходовой винт 4, вдоль оси которого перемещается гайка Г, поворачивающая вилку 3, упирающуюся задним концом в толкатель 2. Толкатель 2 находится в контакте с рычагом 1.
При перемещении гайки вверх или вниз вилка 3 поворачивается на своей оси и благодаря наличию скосов на ее заднем конце освобождает толкатель 2. Толкатель, получает возможность перемещаться вдоль своей оси, что, в свою очередь, обеспечивает поворот рычага 1 с коромыслом 9,
Отход коромысла от рычагов 8 освобождает траверсу, создавая необходимый зазор между траверсой и поворотной колонной.
После установки траверсы 6 на требуемой высоте электродвигатель и ходовой винт 4 переключаются на обратное вращение, при котором вилка 3 поворачивается в противоположном направлении. Зажим траверсы 6 на колонне 5 прекращается, когда вилка 3 устанавливается в горизонтальное положение. Механизм зажима траверсы регулируется болтами 7.
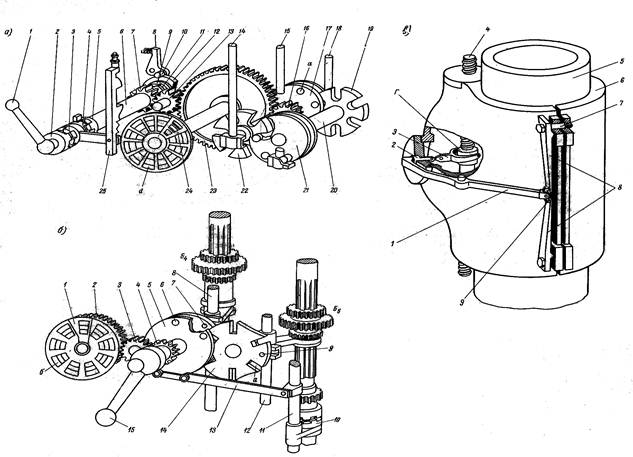
Рис. … Узлы радиально-сверлильного станка модели 2В56
|
|
|
|
|
Дата добавления: 2014-12-07; Просмотров: 1398; Нарушение авторских прав?; Мы поможем в написании вашей работы!