КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Теоретическая часть. Универсальные средства измерений геометрических параметров деталей машин
|
|
|
|
УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЙ геометрических параметров ДЕТАЛЕЙ МАШИН. ИЗМЕРЕНИЕ ОТКЛОНЕНИЙ РАЗМЕРОВ, ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ.
ВВЕДЕНИЕ
Цель лабораторных работ по дисциплине "Метрология, стандартизация и сертификация" - закрепление основных теоретических знаний и приобретение практических навыков работы с универсальными и специальными средствами технических измерений.
Перед выполнением лабораторных работ рекомендуется ознакомиться с основными правилами по технике безопасности.
При выполнении лабораторных работ следует руководствоваться указаниями данного пособия. Лабораторная работа выполняется группой студентов до 4 человек. Результаты работы должны быть оформлены в отчете, который представляется преподавателю при получении зачета по лабораторным работам. Сдача экзамена разрешается только после выполнения всех лабораторных работ и получения по ним зачета.
Выполнение семи лабораторных работ по дисциплине "Метрология, стандартизация и сертификация" предусмотрено в течение одного семестра.
Р а б о т а 1
Цель работы
Знакомство с основными понятиями метрологии и приобретение навыков работы с универсальными измерительными средствами.
Работа включает три задания.
Задание 1
Устройство и метрологические характеристики штангенциркуля, микрометра и рычажного микрометра. Измерение поверхностей деталей.
Измерение - это нахождение значения физической величины опытным путем с помощью средства измерений.
Различают прямое измерение, при котором искомое значение величины находят непосредственно из опытных данных, и косвенное, при котором искомое значение величины находят на основании известной зависимости между этой величиной и величинами, полученными прямыми измерениями.
При оценке возможностей любого средства измерений (СИ) необходимо знать его основные метрологические характеристики. К ним относятся:
А) диапазон измерений — область значений измеряемой величины с нормированными допускаемыми погрешностями СИ;
Б) пределы измерений – наименьшее и наибольшее значения диапазона измерений;
В) порог чувствительности – наименьшее изменение измеряемой величины, которое вызывает заметное изменение выходного сигнала;
Г) погрешность средства измерений – это разность между показаниями СИ и истинным (действительным) значением измеряемой величины. Для рабочего СИ за действительное значение принимают показания рабочего эталона низшего разряда (допустим, 4-го), для эталона 4-го разряда, в свою очередь, - значение величины, полученное с помощью рабочего эталона 3-го разряда. Таким образом, за базу для сравнения принимают значение СИ, которое является в поверочной схеме вышестоящим по отношению к подчиненному СИ, подлежащему поверке.
Погрешность СИ вычисляется по формуле:
ΔXп=Xп-Xист(действ) (1)
где Xп – показания прибора; Xист(действ) – истинное (действительное) значение измеряемой величины.
Определяемая по формуле (1) ΔXп является абсолютной погрешностью. Однако в большей степени точность СИ характеризует относительная погрешность (δ), т.е. выраженное в процентах отношение абсолютной погрешности к действительному значению величины, измеряемой или воспроизводимой данным СИ:
 .
.
Д) точность измерений - характеристика качества измерений, отражающая близость к нулю погрешностей их результатов.
Метрологические характеристики СИ с отсчетными устройствами, содержащими одну или несколько шкал:
Е) длина деления шкалы — расстояние между осями (центрами) двух соседних отметок шкалы, измеренное вдоль воображаемой линии, проходящей через середины самых коротких отметок шкалы.
Ж) цена деления шкалы — разность значений величины, соответствующих двум соседним отметкам шкалы.
З) диапазон показаний (измерений по шкале) - область значений шкалы, ограниченная начальным и конечным значениями шкалы;
Универсальные СИ используют для измерения различных геометрических параметров либо непосредственно, либо в сочетании с предметными столиками, плитами, стойками, штативами струбцинами и другими дополнительными приспособлениями. Среди универсальных СИ наибольшее распространение получили измерительные инструменты, которые подразделяются на штангенинструменты (штангенциркули, штангенглубиномеры, штангенресмусы) и микрометрические инструменты (микрометры, микрометрические нутромеры и микрометрические глубиномеры).
Штангенциркуль (рис. 1) предназначен для измерения наружных и внутренних размеров, а также глубин, высот и т.п. Основной частью прибора является жесткая штанга 1 с нанесенной на ней миллиметровой шкалой. Штанга выполнена за одно целое с губками 4 и 5. По штанге перемещается рамка 8 с губками 3 и 6. Рамка, связанная с выдвижной ножкой 9 глубиномера, может быть закреплена винтом 7 в любом месте на штанге. На скосе рамки 8 нанесена шкала 2 (нониус), предназначенная для отсчета долей миллиметра. Нониусы штангенинструментов изготавливаются с величиной отсчёта i, равной 0,1 и 0,05 мм. Пример отсчета показан на рис.1 (i = 0,1 мм; отсчет -18,7 мм).

Рис.1. Штангенциркуль.
Микрометр (рис. 2) состоит из скобы 1, на одном конце которой имеется неподвижная пятка 2 с измерительной поверхностью, а на другом - стебель 4. Внутри стебля по втулке перемещается микрометрический винт 3, скрепленный с барабаном 5. Барабан соединен с приспособлением для поддержания постоянства измерительного усилия - трещоткой 6. Размеры отсчитывают по двум шкалам - стебля 4 и барабана 5. По шкале стебля 4, левее скоса барабана 5, отсчитывается число целых миллиметров. над продольной чертой (индекс) шкалы 4 нанесены отметки, соответствующие серединам делений этой шкалы. По круговой шкале барабана и индексу отсчитывают сотые доли миллиметра.
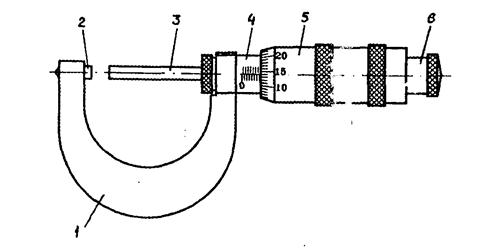
Рис.2. Микрометр
Рычажный микрометр показан на рис. 3. В этом приборе, в отличие от обычного микрометра, пятка 2 сделана подвижной и может перемещаться в корпусе 1 под действием пружины, создающей измерительное усилие. Перемещение пятки через рычажно-зубчатый механизм передается на стрелку шкалы 6. Пятка имеет арретирование, ее отводят кнопкой арретира 7. Микрометрический винт 3 скреплен с барабаном 5 так же, как в обычном микрометре.
При измерениях детали барабан 5 вращают так, чтобы стрелка оказалась в средней части шкалы (при этом измерительное усилие находится в допустимых пределах) и одна из отметок шкалы барабана 5 совпала с индексом стебля 4.
Измеряемую величину определяют с точностью до сотых долей миллиметра по шкалам стебля 4 и барабана 5, а тысячные доли миллиметра отсчитывают по шкале 6.

Рис.3. Рычажный микрометр.
Основные метрологические характеристики штангенциркуля, микрометра и рычажного микрометра приведены в табл. 1.
Проверка нуль-пункта СИ заключается в следующем: вводят в соприкосновение измерительные наконечники СИ и снимают отсчет по шкалам; при правильной настройке СИ отсчет должен быть равен нулю.
Порядок выполнения задания
1. Определить метрологические характеристики СИ, выданных для выполнения работы.
Таблица 1
| Метрологические характеристики | Средства измерений | ||
| Штангенциркуль ШЦ-1 | Микрометр МК | Рычажный микрометр МР | |
| Диапазон измерений, мм | 0-125 | 0-25 | 0-25 |
| Цена деления шкалы, мм | - | 0,01 | 0,002 |
| Значение отсчёта по нониусу, мм | 0,1 | - | - |
| Диапазон показаний шкалы, мм | 0,5 | ±0,14 | |
| Предельная погрешность, мм | ±0,1 | ±0,008 | ±0,004 |
2. Произвести проверку нуль-пункта СИ.
3. Выполнить эскиз заданного трёхступенчатого валика и нанести буквенные обозначения диаметров его ступеней (d1, d2, d3).
4. В трёх сечениях каждой ступени валика произвести измерения штангенциркулем, микрометром и рычажным микрометром с точностью, обеспечиваемой этими приборами. Вычислить средние арифметические значения диаметров d1ср, d2ср, d3ср. Результаты измерений записать в табл.2.
Таблица 2
Результаты измерений диаметров трёхступенчатого валика
| Средства измерений | Диаметр ступени валика, мм | |||||||||||
| d1 | d2 | d3 | ||||||||||
| № сечения | d1ср | № сечения | d2ср | № сечения | d3ср | |||||||
| Штангенциркуль ШЦ-1 | ||||||||||||
| Микрометр МК | ||||||||||||
| Рычажный микрометр МР |
Задание 2
Измерение отклонений формы и расположения поверхностей деталей машин.
|
|
|
|
|
Дата добавления: 2014-12-27; Просмотров: 835; Нарушение авторских прав?; Мы поможем в написании вашей работы!