КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Задачі до пп. 2.2, 2.3 1 страница
|
|
|
|
(визначення технологічних розмірів)
Задача 2.4
При фрезеруванні паза шириною В його розташування легше забезпечити не від торця (розмір С), а від торця буртика вала Т, отже треба забезпечити заміну баз і виконати відповідні розрахунки (див. пп 2.1.2, 2.1.3) (рисунок 2.9)
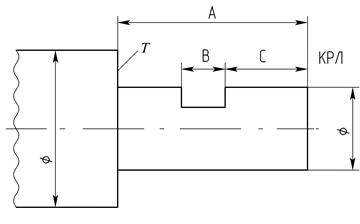
Рисунок 2.9 до задачі 2.4
| № вар. | А | В | С | № вар. | А | В | С |
| 10±0,05 | 2,0Н10 | 2 12 | 30±0,10 | 2Н10 | 17 12 | ||
| 12±0,06 | 2,5Н10 | 3 12 | 32±0,12 | 3Н10 | 18 12 | ||
| 14±0,07 | 3,0Н10 | 4 12 | 35±0,12 | 4Н11 | 19 12 | ||
| 16±0,08 | 3,5Н11 | 5 12 | 40±0,14 | 5Н11 | 20 12 | ||
| 18±0,09 | 4,0Н11 | 6 12 | 45±0,17 | 6Н11 | 21 13 | ||
| 20±0,10 | 4,5Н11 | 7 13 | 50±0,18 | 7Н11 | 22 13 | ||
| 22±0,11 | 5Н11 | 8 13 | 55±0,19 | 8Н11 | 23 13 | ||
| 25±0,12 | 6Н11 | 9 13 | 60±0,20 | 9Н11 | 24 13 | ||
| 30±0,14 | 7Н11 | 10 13 | 65±0,17 | 10Н11 | 25 13 | ||
| 35±0,25 | 8Н11 | 11 14 | 70±0,18 | 11Н12 | 26 13 | ||
| 40±0,26 | 9Н11 | 12 14 | 75±0,19 | 12Н12 | 27 14 | ||
| 45±0,28 | 10Н11 | 13 14 | 80±0,20 | 14Н12 | 28 14 | ||
| 50±0,30 | 11Н12 | 14 14 | 85±0,18 | 16Н12 | 29 14 | ||
| 55±0,32 | 12Н12 | 15 14 | 90±0,20 | 18Н13 | 30 14 | ||
| 60±0,35 | 14Н12 | 16 14 | 100±0,35 | 20Н13 | 32 14 |
Література: 17, 18, 30, 33, 44
Задача 2.5
При виконанні токарної операції легше забезпечити довжину торця великого діаметра, отже треба провести заміну баз і виконати відповідні розрахунки.
Перевірити можливість виконання одержаних технологічних допусків під час токарної обробки, якщо економічна точність одержання лінійних розмірів дорівнює ∆м. Якщо немає можливості забезпечити необхідну точність технологічних розмірів то запропонувати конструктивне або технологічне рішення (рисунок 2.10)
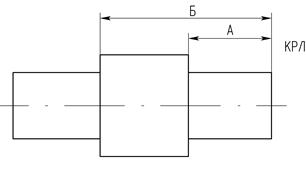
Рисунок 2.10 до задачі 2.5
| № вар. | А | Б | ∆м | № вар. | А | Б | ∆м |
| 10+0,15 | 22±0,20 | 0,14 | 35-0,30 | 55±0,28 | 0,29 | ||
| 12±0,15 | 24-0,40 | 0,15 | 
| 54+0,55 | 0,30 | ||
| 14-0,30 | 25+0,42 | 0,16 | 38±0,15 | 52-0,56 | 0,30 | ||
| 15±0,12 | 26-0,40 | 0,17 | 40+0,28 | 
| 0,30 | ||
| 16+0,25 | 28±0,22 | 0,18 | 42-0,30 | 58-0,58 | 0,31 | ||
| 18-0,26 | 30+0,45 | 0,19 | 44±0,15 | 56+0,58 | 0,31 | ||
| 20±0,15 | 31-0,48 | 0,2 | 45+0,30 | 55±0,30 | 0,32 | ||
| 22±0,16 | 
| 0,21 | 46±0,15 | 56+0,60 | 0,32 | ||
| 24-0,28 | 35±0,25 | 0,22 | 48+0,28 | 68-0,60 | 0,32 | ||
| 25+0,28 | 36-0,50 | 0,23 | 50±0,16 | 70±0,30 | 0,32 | ||

| 
| 0,24 | 52+0,28 | 
| 0,32 | ||
| 28+0,26 | 40+0,50 | 0,25 | 54±0,15 | 
| 0,33 | ||
| 30-0,35 | 
| 0,26 | 56±0,16 | 76±0,32 | 0,34 | ||
| 32+0,28 | 
| 0,27 | 58-0,32 | 78+0,65 | 0,34 | ||
| 34±0,16 | 
| 0,28 | 60+0,35 | 
| 0,35 |
Література: 17, 18, 30, 33, 44
Задача 2.6.
Обробку поверхні √ краще виконати від основи деталі, отже треба змінити бази і виконати необхідні розрахунки. Знаком √ показана оброблювана поверхня (рисунок 2.11)
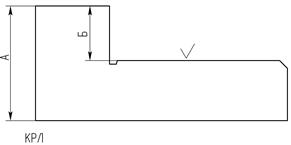
Рисунок 2.11 до задачі 2.6
| № варіанта | Завдання №1 | Завдання №2 | ||
| А | Б | А | Б | |

| 
| 170±0,3 | 
| |

| 
| 
| 40±0,2 | |

| 3±0,08 | 
| 50±0,3 | |

| 
| 200±0,3 | 
| |

| 
| 
| 80±0,2 | |

| 
| 
| 
| |

| 
| 230±0,3 | 
| |

| 
| 
| 140 ±0,3 | |

| 3±0,08 | 250±0,3 | 
| |
| 30±0,04 | 
| 
| 160±0,3 | |

| 6±0,12 | 
| 180±0,2 | |

| 8±0,15 | 
| 
| |

| 
| 
| 
| |

| 12±0,18 | 
| 
| |
| 55±0,2 | 
| 
| 250±0,3 | |

| 
| 
| 260±0,2 | |

| 25±0,3 | 
| 
| |

| 
| 
| 300±0,2 | |

| 
| 
| 
| |
| 80±0,2 | 45±0,4 | 370±0,3 | 
| |

| 
| 
| 
| |

| 
| 
| 350±0,2 | |

| 
| 
| 
| |

| 70±0,3 | 
| 370±0,3 | |
| 110±0,2 | 
| 420±0,4 | 380±0,3 | |
|
| 
| 
| 
| |

| 
| 
| 400±0,4 | |

| 110±0,4 | 
| 420±0,4 | |

| 130±0,4 | 
| 
| |

| 
| 480±0,5 | 
|
Згідно з отриманим технологічним допуском призначити метод обробки.
Література:17, 18, 30, 33, 44.
Задача 2.7
При свердлінні отворів, показаних на ескізі, їх розташування легше забезпечити від лівого торця, отже треба змінити бази і виконати відповідні розрахунки (рисунок 2.12)
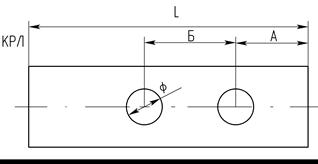
Рисунок 2.12 до задачі 2.7
| № Вар. | L | А | Б | d | № Вар. | L | А | Б | d |
| 40±0,1 | 15-0,1 | 10+0,1 | 20-0,3 | 10±0,12 | 5±0,08 | ||||
| 45-0,2 | 15±0,2 | 12-0,3 | 25±0,2 | 10-0,24 | 8±0,10 | ||||
| 50±0,12 | 15-0,3 | 14±0,2 | 30-0,4 | 10±0,14 | 10-0,20 | ||||
| 50-0,25 | 15±0,22 | 16-0,3 | 35±0,2 | 20-0,25 | 15-0,28 | ||||
| 50±0,14 | 20-0,35 | 18±0,22 | 50-0,3 | 15±0,15 | 20±0,16 | ||||
| 55-0,3 | 20±0,2 | 20-0,45 | 55±0,2 | 15-0,30 | 25-0,25 | ||||
| 60±0,16 | 20-0,4 | 22±0,24 | 70-0,4 | 20±0,16 | 30-0,35 | ||||
| 65-0,36 | 20±0,22 | 25-0,45 | 70-0,4 | 20-0,35 | 35±0,20 | ||||
| 70±0,18 | 25-0,45 | 30±0,28 | 80-0,5 | 20±0,18 | 40±0,22 | ||||
| 80-0,38 | 25±0,25 | 35-0,5 | 90-0,5 | 25-0,4 | 45-0,5 | ||||
| 100±0,2 | 25-0,25 | 40±0,3 | 100-0,5 | 25±0,2 | 50-0,55 | ||||
| 100-0,4 | 30±0,33 | 40-0,55 | 100-0,5 | 25-0,4 | 45-0,52 | ||||
| 100±0,2 | 30-0,55 | 30±0,28 | 100-0,5 | 30±0,25 | 35±0,22 | ||||
| 100-0,45 | 40±0,3 | 25-0,24 | 100-0,5 | 30-0,5 | 30±0,25 | ||||
| 100±0,3 | 40-0,6 | 30±0,3 | 100-0,5 | 50±0,3 | 25-0,4 |
Перевірити можливість забезпечення одержаних технологічних допусків, якщо свердління здійснюється по кондуктору:
а) для чавуну,
б) для сталі.
Література: 8, 9, 16, 18, 24.
Задача 2.8
При виконанні свердлильної операції, показаної на ескізі (рисунок 2.13) забезпечення положення отворів від одного торця призводить до підвищення трудомісткості. Треба змінити бази і виконати відповідні розрахунки. Перевірити можливість забезпечення одержаних технологічних допусків, якщо свердління здійснюється по кондуктору:
а) для латуні,
б) для сталі.
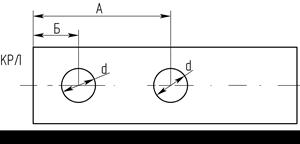
Рисунок 2.13 до задачі 2.8
| № Вар. | А | Б | d | № Вар. | А | Б | d |
| 20-0,16 | 10+0,10 | 22-0,22 | 10-0,08 | ||||
| 25+0,40 | 12-0,30 | 26+0,28 | 12-0,10 | ||||
| 30-0,48 | 14-0,20 | 48-0,14 | 14-0,20 | ||||
| 30-0,20 | 16-0,30 | 30+0,30 | 16+0,20 | ||||
| 35+0,50 | 18-0,22 | 36-0,32 | 18-0,12 | ||||
| 40-0,28 | 20-0,45 | 40-0,16 | 20-0,24 | ||||
| 40+0,56 | 22-0,24 | 42+0,34 | 22+0,26 | ||||
| 45-0,58 | 25-0,45 | 46-0,36 | 24-0,14 | ||||
| 50±0,30 | 30±0,25 | 50±0,18 | 26+0,28 | ||||
| 55±0,32 | 35-0,50 | 55+0,38 | 28-0,28 | ||||
| 65+0,65 | 40±0,28 | 55-0,40 | 30±0,15 | ||||
| 70-0,70 | 42-0,52 | 60±0,20 | 32+0,30 | ||||
| 80±0,36 | 45±0,30 | 60+0,42 | 34-0,30 | ||||
| 90±0,38 | 48+0,54 | 70-0,42 | 36±0,16 | ||||
| 100+0,70 | 50-0,56 | 70±0,26 | 40-0,40 |
Література: 17, 30, 33, 44.
Задача 2.9
Для токарної операції, показаної на ескізі, довжини східців легше витримувати від лівого торця (тут можна встановити упор) Отже треба змінити бази та виконати відповідні розрахунки.
Перевірити можливість забезпечення одержаних технологічних допусків токарною обробкою, якщо економічна точність лінійних розмірів дорівнює ∆м.
В разі неможливості забезпечення технологічних допусків запропонувати конструктивне або технологічне рішення (рисунок 2.14)
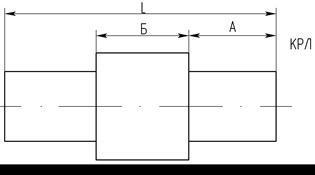
Рисунок 2.14 до задачі 2.9
| № Вар. | L | А | Б | ∆м | № Вар. | L | А | Б | ∆м |
| 30h11 | 8h14 | 10h10 | 0,12 | 65h11 | 35h14 | 18h10 | 0,27 | ||
| 35h11 | 10h14 | 12h10 | 0,13 | 70h11 | 36h14 | 18h10 | 0,28 | ||
| 35h11 | 12h14 | 12h10 | 0,14 | 70h11 | 38h14 | 18h10 | 0,29 | ||
| 40h11 | 14h14 | 12h10 | 0,15 | 75h11 | 40h14 | 20h10 | 0,3 | ||
| 40h11 | 15h14 | 12h10 | 0,16 | 75h11 | 42h14 | 20h10 | 0,31 | ||
| 45h11 | 16h14 | 14h10 | 0,17 | 80h11 | 44h14 | 20h10 | 0,32 | ||
| 45h11 | 18h14 | 14h10 | 0,18 | 80h11 | 45h14 | 20h10 | 0,33 | ||
| 50h11 | 20h14 | 14h10 | 0,19 | 90h11 | 46h14 | 24h10 | 0,34 | ||
| 50h11 | 22h14 | 14h10 | 0,2 | 90h11 | 48h14 | 24h10 | 0,35 | ||
| 55h11 | 24h14 | 14h10 | 0,21 | 100h11 | 50h14 | 24h10 | 0,35 | ||
| 55h11 | 25h14 | 16h10 | 0,22 | 100h11 | 52h14 | 24h10 | 0,35 | ||
| 60h11 | 26h14 | 16h10 | 0,23 | 110h11 | 54h14 | 25h10 | 0,36 | ||
| 60h11 | 28h14 | 16h10 | 0,24 | 110h11 | 56h14 | 25h10 | 0,36 | ||
| 60h11 | 30h14 | 16h10 | 0,25 | 120h11 | 58h14 | 25h10 | 0,36 | ||
| 60h11 | 32h14 | 16h10 | 0,26 | 120h11 | 60h14 | 25h10 | 0,36 |
Література: 17, 18, 30, 33, 44
Задача 2.10
Перейти від координатного до ланцюгового методу поставляння розмірів. Перерахувати переваги і недоліки ланцюгового методу (рисунок 2.15
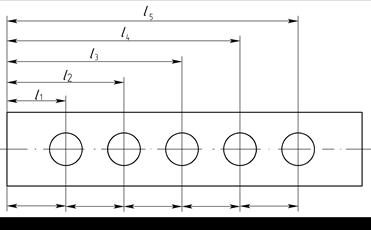
Рисунок 2.15 до задачі 2.10
| № варіанта | l1 | l2 | l3 | l4 | l5 |
| 10±0,10 | 22+0,05 | 35-0,08 | 45±0,09 | 
| |
| 12±0,12 | 25-0,05 | 35+0,08 | 50±0,10 | 
| |
| 14-0,14 | 30+0,06 | 45-0,09 | 60±0,11 | 
| |
| 15±0,15 | 30-0,06 | 45+0,09 | 60±0,12 | 
| |
| 16±0,16 | 30+0,07 | 45-0,10 | 65±0,13 | 
| |
| 18±0,17 | 35-0,07 | 48+0,10 | 65±0,14 | 
| |
| 20±0,18 | 38+0,08 | 50-0,12 | 70±0,15 | 
| |
| 22±0,19 | 40-0,08 | 55+0,12 | 75±0,16 | 
| |
| 24±0,20 | 45+0,10 | 60-0,14 | 80±0,17 | 
| |
| 26±0,21 | 50-0,10 | 65+0,14 | 85±0,18 | 
| |
| 28±0,22 | 52+0,12 | 70-0,15 | 90±0,19 | 
| |
| 30±0,23 | 55-0,12 | 75+0,15 | 95±0,20 | 
| |
| 32±0,24 | 60+0,14 | 80-0,16 | 100±0,21 | 
| |
| 34±0,25 | 65-0,14 | 85+0,16 | 110±0,22 | 
| |
| 35±0,26 | 70+0,16 | 90-0,18 | 120±0,23 | 
| |
| 20±0,10 | 10-0,05 | 10+0,08 | 15±0,05 | 
| |
| 25±0,12 | 15+0,05 | 15-0,08 | 20±0,06 | 
| |
| 30±0,14 | 20-0,08 | 20+0,10 | 25±0,07 | 
| |
| 30±0,15 | 30+0,08 | 30-0,10 | 35±0,08 | 
| |
| 35±0,16 | 35-0,10 | 35+0,15 | 40±0,09 | 
| |
| 35±0,18 | 40+0,10 | 40-0,15 | 45±0,10 | 
| |
| 40±0,20 | 45-0,15 | 45+0,20 | 50±0,11 | 
| |
| 40±0,22 | 50+0,15 | 50-0,20 | 55±0,12 | 
| |
| 45±0,24 | 55-0,20 | 55+0,25 | 60±0,13 | 
| |
| 45±0,25 | 60+0,20 | 60-0,25 | 65±0,14 | 
| |
| 50±0,26 | 65-0,25 | 65+0,30 | 70±0,15 | 
| |
| 50±0,28 | 70+0,25 | 70-0,30 | 80±0,16 | 
| |
| 55±0,30 | 80-0,30 | 80+0,35 | 90±0,17 | 
| |
| 55±0,35 | 90+0,30 | 90-0,35 | 100±0,18 | 
| |
| 60±0,40 | 100-0,35 | 100+0,40 | 120±0,20 | 
|
|
|
|
|
|
Дата добавления: 2014-12-24; Просмотров: 406; Нарушение авторских прав?; Мы поможем в написании вашей работы!